プラスチック成形品の意匠面に発生したヒケの対策方法【射出成形の不良対策事例 #1】
射出成形・金型
プラスチック製品を射出成形方法で生産するにあたり、いく種類かの『不良』は発生してしまうものでしょう。しかし発生した『不良』は、成形機側での成形条件の調整や、時には金型側で設計を変更することで改善は可能です。
この記事では㈱関東製作所が、ある建材メーカー様のプラスチック製品開発過程において、ヒケを解消するために施策した、いくつかの提案事例をご紹介致します。
こちらの記事は、動画からもご覧いただけます。
目次
経緯:既存成形メーカー様にてヒケ改善が不可能だった…
建材メーカー様において、開発製品の試作段階でヒケが発生。
既存のプラスチック成形メーカー様で改善策を幾度も試したが改善できずじまいだったため、新たな成形メーカーを探していた。
| 製品 | 電子機器の筐体 |
|---|---|
| 材料 | 難燃性ABS |
| 不具合内容 | 意匠面のヒケ |
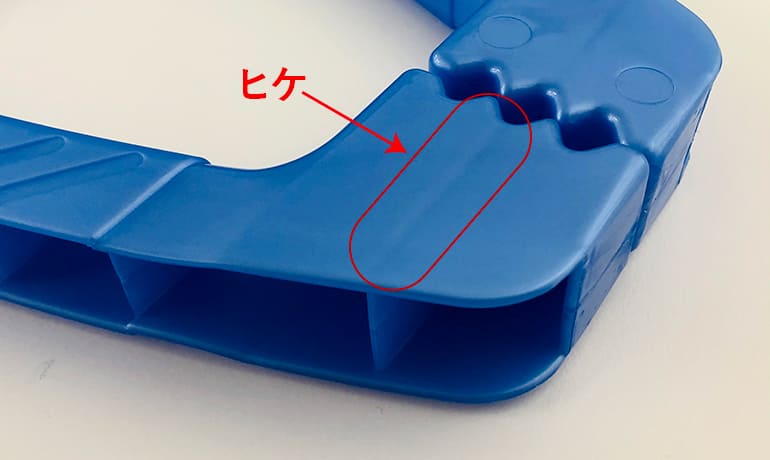
※ヒケとは、プラスチック製品の表面が意図せず凹んでしまう不良
- ヒケの発生メカニズム
- プラスチック製品のヒケの原因は板厚の違いによる、収縮率の差によって発生します。
熱膨張という現象があります。
加熱する事で膨張し、冷えると収縮する性質の事を言います。材料によってその膨張率は異なりますが、樹脂に関しても例外ではありません。
射出成形では、熱して溶かした樹脂を金型に射出し、型内で冷やし固めることで成形します。
この際、熱で膨張した樹脂が冷えると型内で収縮しますが、厚みの異なる箇所では、収縮率の差が原因でヒケが発生します。
> (株)関東製作所が提案する、具体的なヒケ対策の技術資料
射出成形による不具合『ヒケ』の発生原因と、具体的な対策をまとめた技術資料を無料でダウンロードいただけます。

お客様が弊社、㈱関東製作所を選ばれたポイント
射出成形の不良では、『設計』『金型』『成形』の3つの工程から、どれか、もしくは複合的な要因によって不良が発生します。
ヒケの不良対策でも
『成形機側での成形条件の調整』
『製品の形状(設計)変更→金型の修正』
などの変更が必要です。
今回の事案でも、以前の成形メーカー様では、成形のみを行っているメーカー様のため、『成形』条件の変更はできても、『設計』変更や『金型』修正は内製で対応できず、ヒケの改善ができなかったのだと思われます。
その点、関東製作所では、『金型の設計』『金型の製作』『成形』のどれも社内での対応が可能な為、多角的な視点から原因究明が可能とのことで、ご依頼を頂きました。
【射出成形ラボの簡易金型サービスはこちらより】
> 最短納期を2週間で!180ton射出成形機用の簡易金型を、60万からご提供いたします。
3種類のヒケ原因の検証方法
前述した通り、『製品形状(設計・金型)』の原因か、はたまた『成形条件』の原因かを検証する必要があります。
【検証①】射出圧力や保圧を上げる

成形条件が原因であれば射出圧力や保圧を上げる事で解決できますが、もともと成形メーカー様で解決できなかった事を考えると、それだけでは解決しないと見当がつきます。
【検証②】ゲート点数の変更
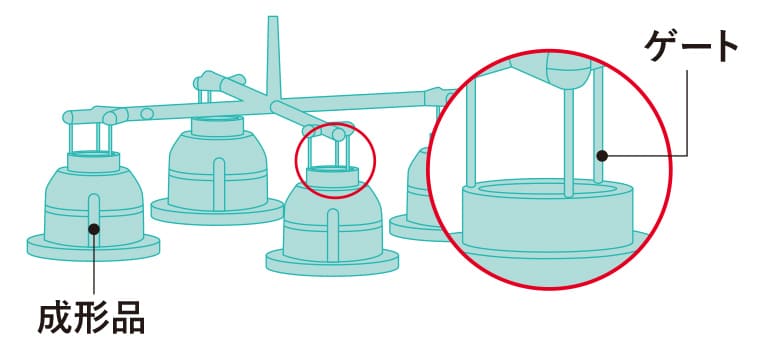
※イラストはゲートの参考イラスト
今回の場合、ゲート点数を4点から8点に変更。
理由としては、ゲート点数が増える事によって樹脂の流れが良くなり、ヒケ部分に圧力がかかりやすくなるためです。
※ただし、圧力が強すぎると金型の破損や、バリ不良の原因になる為、注意が必要
結果
ゲート点数を増やして、樹脂の流れを良くしてもヒケは解消せず。
【検証③】材料の変更
難燃性ABSから一般ABSに変更してみる。
同じABSでも難燃材と一般のものでは収縮率が異なる為。
結果
一般ABSではヒケ不良が発生しなかった!
検証結果
| 検証内容 | 結果 |
|---|---|
| 射出圧力を上げる | × |
| 樹脂の流れを良くする | × |
| 材料を変える | 〇 |
以上の事から、既存の難燃性ABSを使用しての現状の製品形状の成形では、ヒケ不良をなくすことはできないと判断しました。
㈱関東製作所が提案した2つのヒケ対策プラン
検証結果をもとにお客様へ下記の2つの提案を致しました。
【プラン①】材料変更:一般ABSに材料を変更
メリット
・製品形状変更をせずに成形が可能
・材料を変えるだけなので、低コスト
懸案事項
・本製品において、難燃材以外の樹脂使用による影響の検討が必要
【プラン②】製品形状の変更:ヒケ発生箇所の下部にあるリブ厚さの変更
メリット
・難燃性ABSでの成形が可能
懸案事項
・製品形状が変わってしまう
・設計・金型の修正を行うので、その分コストがかかる
このプラン①と②は、お客様との入念な協議が必要です。射出圧力や樹脂の流れの改善など、成形条件のみでクリアできれば良かったのですが、それではヒケ不良が改善できなかったので、さらに根本の原因を解決しなければなりません。
製品形状を優先するか、物性(樹脂材)を優先するかによって、対策も異なる為です。
【射出成形ラボの簡易金型サービスはこちらより】
> 最短納期を2週間で!180ton射出成形機用の簡易金型を、60万からご提供いたします。

実施したヒケ対策
今回は【プラン②】の製品形状の変更で話がまとまりました。
ヒケ不良は板厚の差が生じる箇所に発生する為、特にリブの箇所を修正する事でヒケ不良を改善する事ができます。
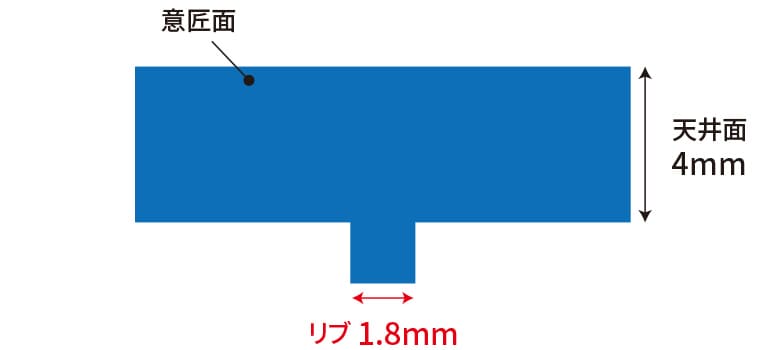
リブの形状変更前
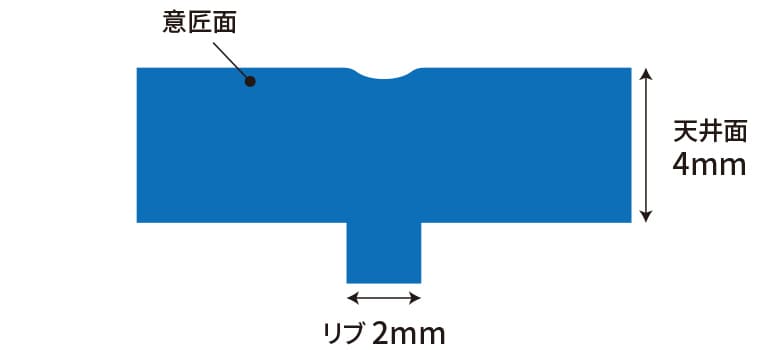
前述した通り、材料によって収縮率が異なります。天井面に対してのリブの幅によってヒケ不良が発生する為、リブ幅を調整する事で意匠面は変わらず、ヒケ不良を改善する事ができます。
天井面の厚さ(4㎜)に対するリブ寸法の許容値
| 樹脂 | 天井面に対する比率 | リブ寸法 |
|---|---|---|
| ABS(一般) | 50% | 2㎜ |
| ABS(難燃性) | 45% | 1.8㎜ |
リブの形状変更後
このようなリブ寸法の変更により、材料の変更・意匠面の変更をせずにヒケ不良を改善する事ができました。
> (株)関東製作所が提案する、具体的なヒケ対策の技術資料
『ヒケ』の不具合は特に頻繁に起こってしまう不具合です。
(株)関東製作所は長年の射出成形事業により、独自のヒケ対策メソッドを持っており、このたび皆様にご活用いただけることを願い、一冊の資料として作成いたしました。
ヒケの発生原因と具体的な対策をまとめた技術資料を無料でダウンロードいただけます。

まとめ
射出成形の不良では、『設計』『金型』『成形』のどれか、もしくは複合的な要因で不良が発生します。よって不良が発生した際に、成形条件だけで解決するとは限りません。設計通りの金型を製作しても、良品が必ずできるという訳ではありません。
『設計』『金型』『成形』に対する知識や経験を豊富に持っている専門家に相談する事が大切です。

関東製作所では、射出成形の業務に30年以上の経験を積んだスタッフが多数在籍しており、問題解決のノウハウを保有しております。
何か製品開発でお困りの事があれば、是非ご相談下さい。
> ヒケの発生する原因とその対策方法とは?プラスチックの成形不良を専門家が詳しく解説
射出成形ソリューションサイト
> 小ロット・試作金型製作・コストダウン提案の【射出成形ラボ】サイト