ヒケの発生する原因とその対策方法とは?プラスチックの成形不良を専門家が詳しく解説
プラスチック
こんにちは。株式会社関東製作所のマーケティング課 課長代理の吉井です。
今回は、プラスチック成形の際に頻繁に陥りがちな「ヒケ」に関して、その発生原因と対処法を詳しくご紹介いたします。
また、こちらのコンテンツはお手元にお持ちいただける資料としてもご用意しております。
関東製作所グループのオリジナル冊子となりますので、ぜひ製品企画等の参考にご活用ください。
【射出成形ラボの簡易金型サービスはこちらより】
> 最短納期を2週間で!180ton射出成形機用の簡易金型を、60万からご提供いたします。
ヒケとは?
ヒケとは、成形品の表面が凹んでしまう現象です。
写真のようなプラスチック製品の表面にできる窪みがヒケです。
外装品のプラスチック製品では外観不良となるケースがあります。
特にメッキなどの加飾を行う際には少しのヒケでも外観不良につながるケースもあり、注意が必要です。
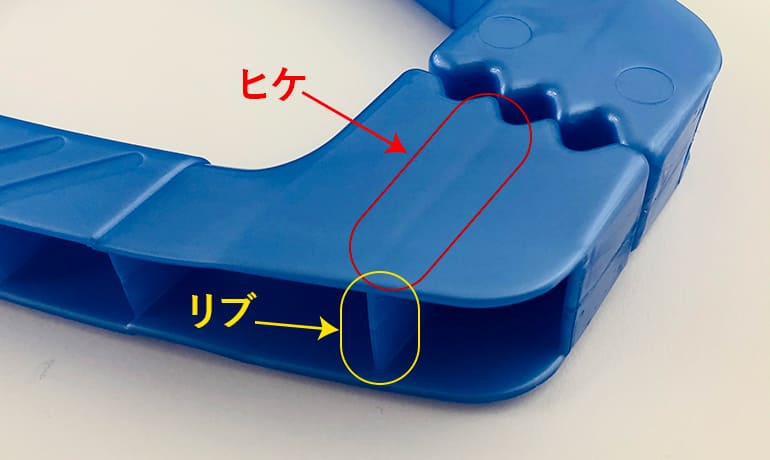
ヒケは、リブやボスの形状がある意匠面側に発生しやすいです。
プラスチック成型品の剛性や他部品との組付けを行うために、リブやボスが必要になりますが、何も対策をせず設計を行うと製品表面にヒケが発生し、ボコボコによってしまう事があります。
- リブ
- プラスチック製品の強度や剛性の向上のために付ける構造
- ボス
- 他の部品と組み付ける際に使用する円筒状の形状
ヒケが発生する原因
材質によって収縮率は異なりますが、基本的に樹脂は熱すると膨張し、冷やすと収縮する性質を持ちます。
ヒケは主に射出成形の際にできる現象で、熱した樹脂を金型内に流し、樹脂が冷えて固まる際に発生する収縮で、プラスチック成形品表面が凹んでしまうのが原因です。
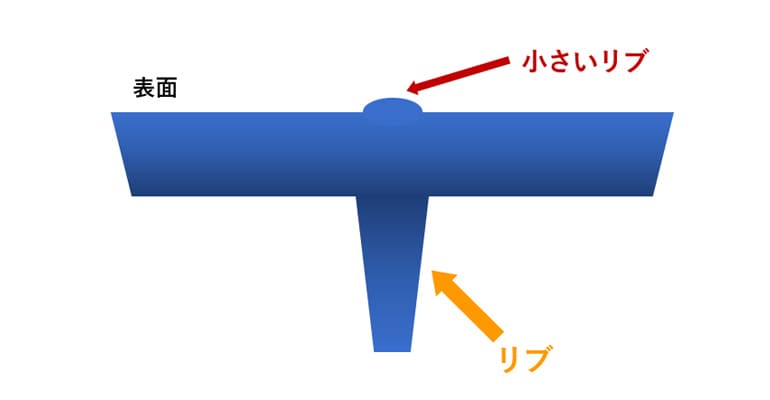
リブ付近でヒケが発生しやすいのは、リブ部分とその他の部分の板厚に差があり、その差がそのまま収縮率の差を生み、ヒケを発生させるのです。
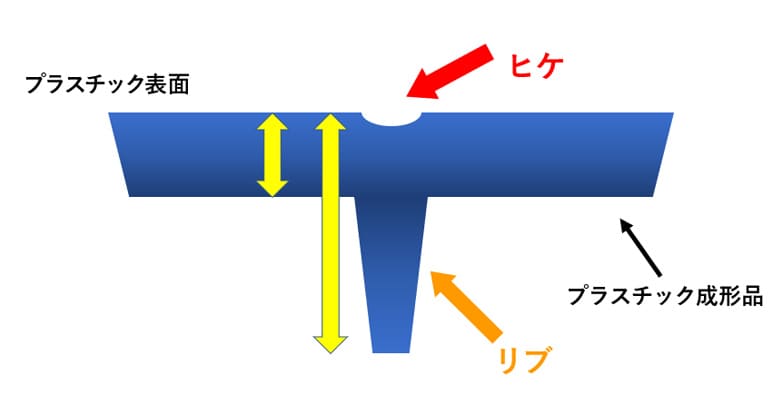
図の黄色の線のようにリブ部分とそれ以外では板厚が異なる。
> 【資料ダウンロード】射出成型ラボが教える「ヒケの基礎知識」
ヒケの対策
詳細はYoutubeでも講座としてご紹介させて頂いております。併せてご視聴頂ければと思います。
設計の際の対策ポイント
ヒケの発生しやすい箇所がわかっていれば、製品設計の段階から対策を立てる事ができます。
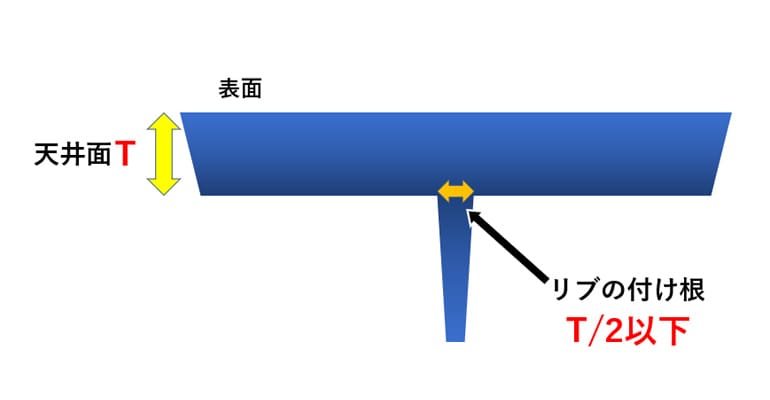
具体的には、リブの肉厚を調整する事でヒケを軽減する事ができます。
天井面の肉厚をTとしたときに、基本的にリブの付け根の肉厚はTの1/2以下に設計します。
ただし、素材によって収縮率が異なる為、使用する樹脂を踏まえたうえで設計を行うことが必要です。
代表的な樹脂の例
| 樹脂 | 板厚(T)に対する比率 | 例)T=3.0の場合のリブの根元の肉厚 |
|---|---|---|
| PC | 60% | 1.8 |
| ABS | 50% | 1.5 |
| PP | 40% | 1.2 |
【射出成形ラボの簡易金型サービスはこちらより】
> 最短納期を2週間で!180ton射出成形機用の簡易金型を、60万からご提供いたします。
成形の際の改善策
まずは前述した通りの設計をしなければ、ヒケは発生してしまいます。
しかし、その通りに設計してもヒケが発生してしまう事はあります。
なぜか?それはプラスチックの成形には成形機の条件や環境も関係するからです。
まずは、設計でヒケのリスクを抑え、成形の際の微調整でヒケの対策を行うようなイメージです。
ここでは、成形の際の改善策を3つご紹介します。
成形時にヒケを抑える3つの改善策
「成形時にヒケを抑える3つの改善策」は、下記より無料ダウンロードいただける技術資料の9ページ目に記載しております。
> (株)関東製作所が提案する、具体的なヒケ対策の技術資料
射出成形による不具合『ヒケ』の発生原因と、具体的な対策をまとめた技術資料を無料でダウンロードいただけます。

> 射出成形ラボサイトで成形不良対策を学ぶ
射出成形における代表的な『不具合』をまとめて学べます。反り・バリ・シルバーストリーク・キャビとられ・ウェルドライン・ボイド・ヒケ …etc

ヒケを目立たなくするための表面加工
ヒケを目立ちにくくし製品の高級感を演出する「シボ加工」
ここまで、設計や成形の際に行うヒケの対策について紹介しましたが、深いリブを設計する際には、前述したような対策を行ってもヒケが発生するリスクがあります。
特に見た目が大切な製品であれば、ヒケが発生するリスクを考慮して「シボ加工」を施す事がお勧めです。
「シボ加工」とは、金型表面を加工し、プラスチック成形品の表面に模様を付けることです。
革シボ、梨地、幾何学など様々なパターンのシボ加工を施す事で、ヒケを目立ちにくくし、製品自体の高級感も与えます。
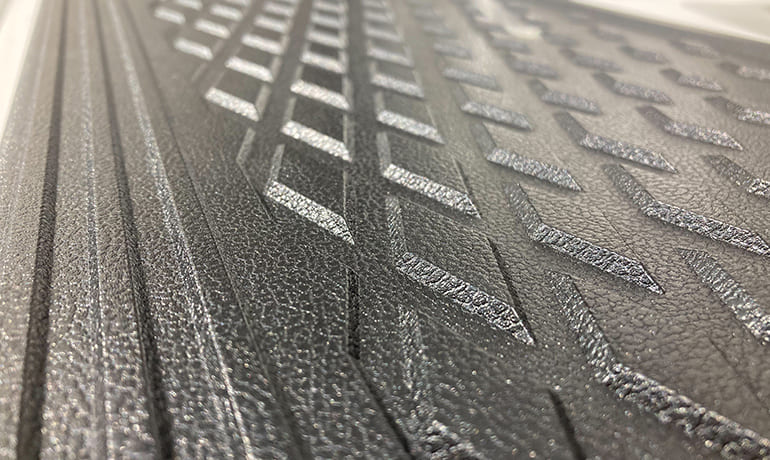
↑革シボの参考写真
シボ加工のほかにもヒケ対策の方法として、もし成形品表面を平らにする必要がなければ、リブの反対側、表面に小さいリブをデザインのように組み込むことも対策として有効です。
【射出成形ラボの簡易金型サービスはこちらより】
> 最短納期を2週間で!180ton射出成形機用の簡易金型を、60万からご提供いたします。

ボスで発生するヒケ対策
ヒケが発生しやすい箇所としては、ボス部分にもリブと同様の理由でヒケが発生しやすい箇所です。
「ボスで発生するヒケ対策」は、下記より無料ダウンロードいただける技術資料の12ページ目に記載しております。
> (株)関東製作所が提案する、具体的なヒケ対策の技術資料
射出成形による不具合『ヒケ』の発生原因と、具体的な対策をまとめた技術資料を無料でダウンロードいただけます。

まとめ
ヒケ対策を施した図面が作成でき金型を作成しても、成形現場の気温など些細な外部条件で、ヒケが発生するリスクはあります。プラスチック成形品を安定して生産するためには、設計側が起こりうるリスクを想定し、デザインや図面を作成することが必要です。
また、成形を担当する側も経験と知識から成形条件の微調整を行うことも必要です。
設計側と成形側の両者にこれらの知識があってこそ、思い通りのプラスチック成形品が生み出せるのです。
当社、関東製作所では、プラスチック製品開発のベストパートナーとして、お客様の生産技術代行を行っております。
[関連記事]
> 『ヒケ』の対策方法【射出成形の不良対策事例#1】
> 『シルバーストリーク』の対策方法【射出成形の不良対策事例#3】
【射出成形ソリューションサイト】
> 小ロット・試作金型製作・コストダウン提案の[射出成形ラボ]
射出成型ラボは、小ロット・特殊品・試作品の設計から後加工まで一貫して対応可能です。ソリューションやコストダウンの提案も行っています。
【コーポレートサイト】
> 株式会社関東製作所ホームページ
関東製作所は金型の設計製作から試作・小ロット~量産の成形品の生産、専用加工機の設計製作、部品の調達まで、生産技術代行サービスを致します。
関東・東海・九州・インドネシアからお客様に合わせたベストなソリューションを提案致します。