PL(パーティングライン)は金型設計において最も重要な要素! 最適なPL設定ポイントを解説
射出成形・金型

樹脂金型におけるPL(パーティングライン)は、樹脂製品の外観に影響を与えたり金型の寿命に関わったり、成形において非常に重要な役割を担っています。そのため金型設計段階で慎重にPLの位置を決める必要があります。
この記事では「PLとは何か?」から始まり、それが影響する成形不良や、その対策について解説します。
PL(パーティングライン)とは
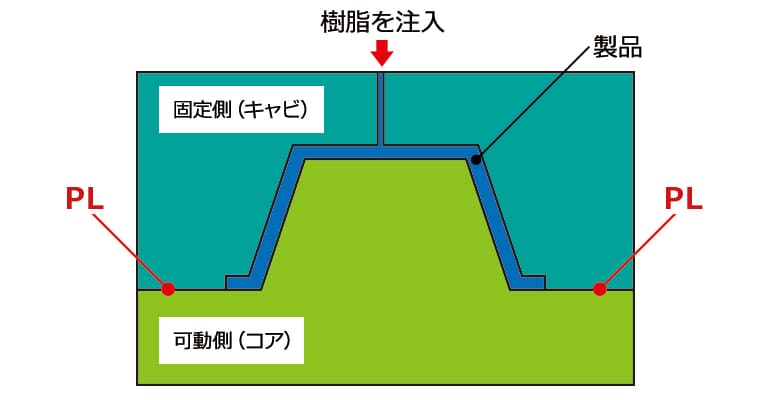
PL(パーティングライン)とは金型の『合わせ目』のことです。金型は可動側と固定側の2つで構成されており、両者を閉じ、樹脂を注入することで型通りのプラスチック製品ができます。また両者を開くことで金型から製品を取り出すことができます。
つまりPLとは、金型可動側と固定側の分割の境目(合わせ目)のことであり、『製品のどこに、金型での分割の境目を設定するか』が大きなポイントとなります。
この記事は動画でもご覧いただけます。
【射出成形ラボの簡易金型サービスはこちらより】
> 最短納期を2週間で!180ton射出成形機用の簡易金型を、60万からご提供いたします。
PLと成形不良の関係
PLにガスベントを設け、成形不良を回避
成形を行う際、射出した高温の樹脂からはガスが発生しています。
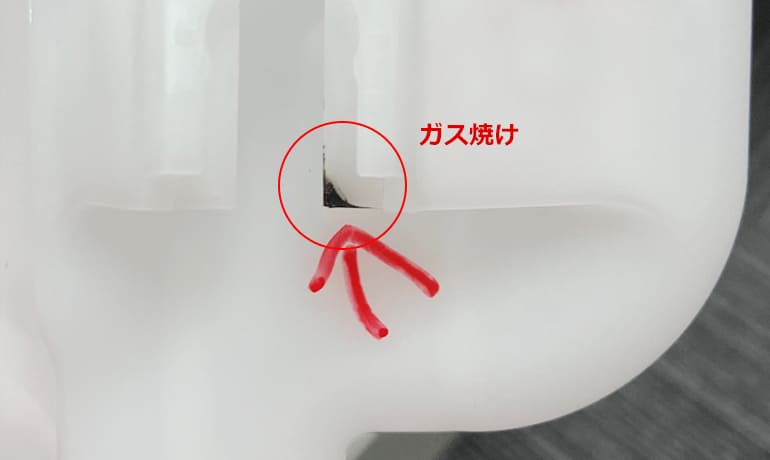
型内で樹脂が流れていく際に、これらのガスが型外へ逃げ切らず、型内に残ってしまうことで発生するショートショットと呼ばれる成形不良や、型内のガスが充填された樹脂によって圧縮されることで高温化し、出来た成形品にガス焼けと呼ばれる成形不良が起こる場合などがあります。
そういった不良を回避するための金型設計技術として、PLには、厚み『0.02mm~0.015mm』程度で、ガスベントと呼ばれる掘り込みを一定の間隔で設けることがあります。これにより樹脂は通さず、ガスのみが通れる非常に微細な隙間となり、ガスだけを型外に逃がすことができます。

ただし樹脂温度を高く設定しすぎて樹脂の流動性が高くなりすぎた場合や、射出圧を必要以上に高く設定し、型締力を上回ってしまった場合などは、そのガスベントなどから樹脂が漏れ出てしまい、バリといった成形不良が発生する恐れにも留意しておかなくてはいけません。
[関連記事]
> 射出成形とはガスとの戦い!様々な成形不良の原因となる『空気・ガス』を金型から排出する方法を学ぶ
> プラスチック成形品に発生した不具合『バリ』の対策方法【射出成形の不良対策事例 #2】
PL付近のガスヤニや摩耗の恐れ
また金型を正常に稼働させていた場合でも、繰り返しの使用により、ガスベントにガスヤニと呼ばれる樹脂のガスが固化したものが溜まり、空気の抜けが悪くなることでもショートショットやガス焼けが発生する恐れもあります。

他にも度重なる金型の開閉のため、摩耗によって可動側と固定側のPL間に隙間ができ、バリが発生するといったこともあり得るため、定期的な金型のメンテナンスは必須となるでしょう。
PLを設定する際の注意点
外観を重視したい意匠面にPLを設けない
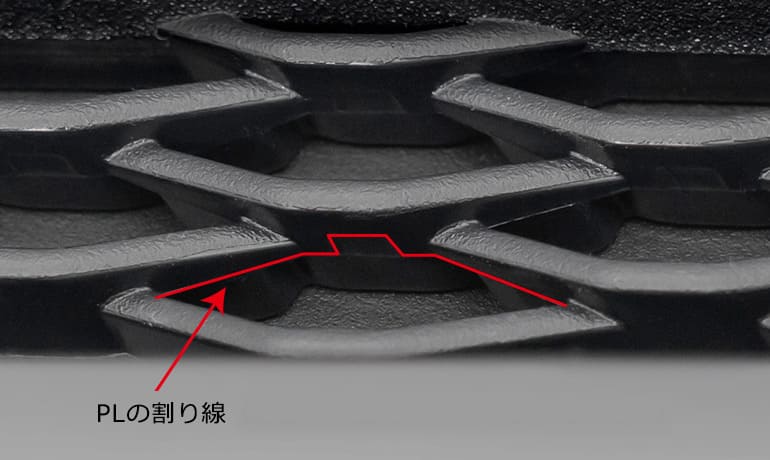
前述のように、ガス抜き対処法によって成形品に生じるこれらの成形不良を防ぐことはできます。しかし固定側と可動側のPLは、どれほど精度を高く加工したとしても極小の隙間やズレが生じてしまい、成形品には『割り線』と呼ばれる段差が出来てしまいます。
外観を重視したい製品、特に重要な意匠面にPLを設けることは、極力避けたいものですね。
製品の最も外側を選ぶ(極力アンダーを作らない)
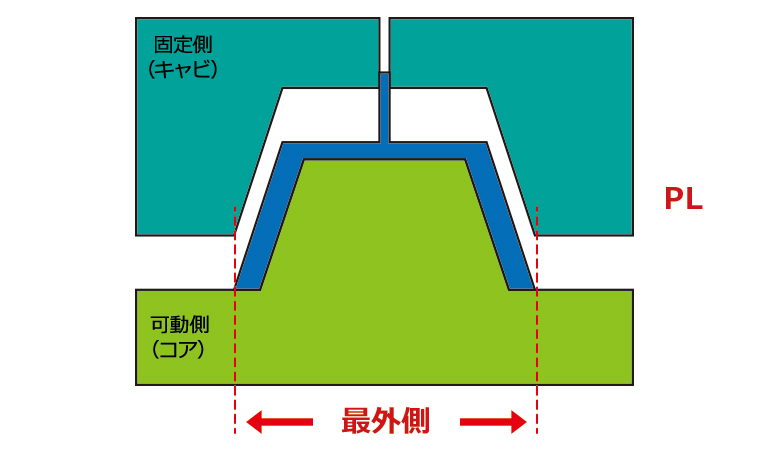
もう一点、PL設定時に気をつけたいこととして、金型の開閉方向から見て、製品外形の最も外側をPLとしてセレクトすることが必要となります。
これは金型から製品を取り出す際に、引っ掛かりとなる『アンダー』と呼ばれる箇所が発生することを防ぐためです。
金型にアンダー箇所が発生してしまうと、型開きや突き出しと連動したスライドコアや、傾斜コアと呼ばれる機構を金型に織り込まなくてはならず、金型製作費用の高騰につながってしまいます。
また、スライドコアや傾斜コアが多いと金型動作時に摩耗する箇所が増えて成形不良が起きやすくなったり、スライド戻し用のスプリングが消耗して交換の必要が出たりなど、より頻繁な金型メンテナンスの必要性が高まります。
以上のような理由で金型設計、特にPL設定時は、まずは極力アンダー箇所を作らない製品配置が重要となります。
[関連記事]
> 射出成形金型においての『アンダーカット』の基礎を学ぶ 金型から製品を離型する仕組みとは?
> 金型設計でアンダーカット形状を無くすテクニックを紹介 金型費用のコストダウンを目指す!
> スライドの種類、横スライド・傾斜スライドとは?金型のアンダーカットを解消する為の機構を学ぶ
PL次第で金型の修理・メンンテンス頻度も変わる
また、金型の横方向のPLについても形状によって摩耗しやすくなる場合があります。
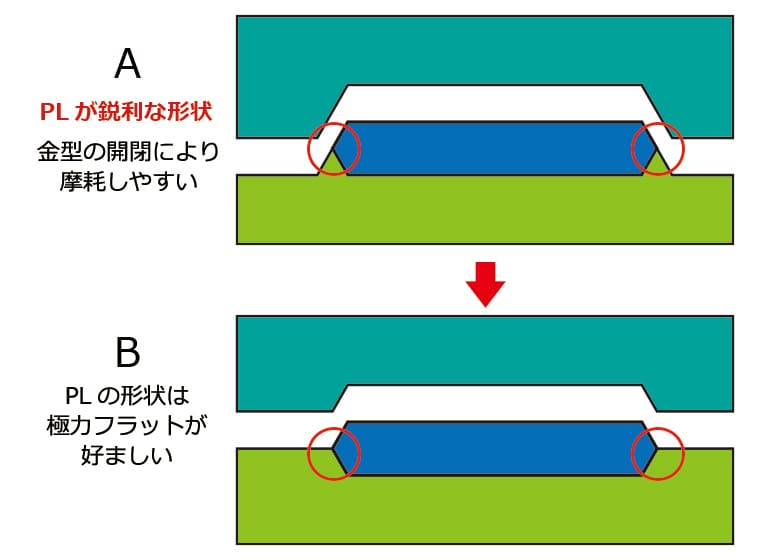
例えば上図の『A』ように、設定したPLは形状が鋭角になるため強度が弱く、開閉によって摩耗しやすく、PL部の破損の原因になります。そのためPL設計の注意点としては、フラットな形状を心掛けることで、型の修理やメンテナンスの頻度を減らすことができます。
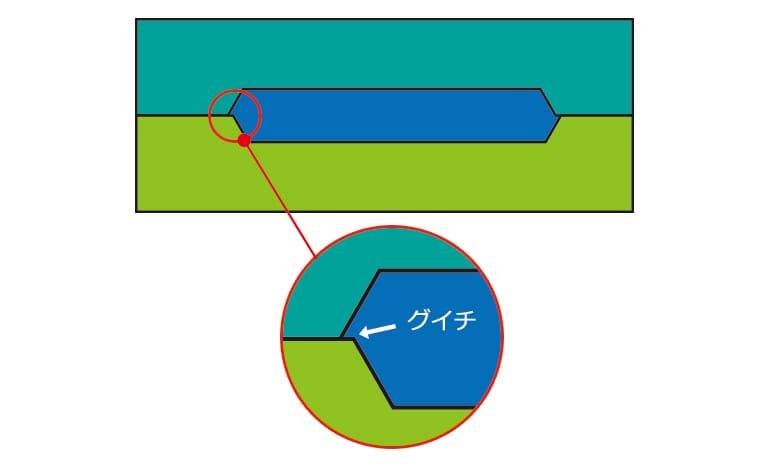
ただし下図のように、フラットな形状のPLは金型の微小なズレによってグイチと呼ばれる段差が生じるため、製品の機能や外観に関係する位置は避ける必要があります。
【射出成形ラボの簡易金型サービスはこちらより】
> 最短納期を2週間で!180ton射出成形機用の簡易金型を、60万からご提供いたします。

金型設計の重要性
以上ご説明してきたとおり、金型におけるPLとは、金型を二分割するただの境界線ではなく、成形時の不具合の発生を左右したり、金型の寿命にも大きく影響を及ぼす、最も重要な要素なのです。
したがって、いかにその製品にとって最適な『金型設計』が出来るかどうかで、プロジェクトのコストや納期に対して有益な結果をもたらします。

弊社(株)関東製作所は、試作や小ロットでのご依頼も多くいただくため、『金型の改修を低減させる』メソッドには特に力を入れています。例えば、流動解析ソフトを用いたシミュレーションを行い、金型製作前や設変前の時点で、最適な金型構造を見出します。
是非、現状のプロジェクトや予定している案件でお困りの際は、お気軽にお問い合わせ下さい。
[関連記事]
> 射出成形の基礎からコスト・納期対策への専門知識まで 射出成形をトータルに学ぶ
> 金型における『抜き勾配』を徹底解説! その重要性を学び、射出成形の不具合を回避!
> プラスチック金型とは? メリット・デメリットや費用、ポイントなどを、製品開発支援企業が解説

> 射出成形ラボサイトで射出成形を基礎からを学ぶ
射出成形とは、複雑な形状・流麗な意匠面の再現性が高く、大量生産を得意とする、最もメジャーなプラスチック成形工法です。