プラスチック製品の製作工法『3Dプリンター』が活躍するシーンとは? 造形方法ごとの特徴を知る
プラスチック

関東製作所が保有する3Dプリンターラインナップ
弊社、関東製作所は3Dプリンターを3台所有しており、FDM方式(積層)を2台、LCD方式(光造形)1台で展開しています。
機種や対応サイズは以下になります。
| FDM方式(熱溶解積層方式) | サイズ |
|---|---|
| 機種名:RAISE 3D Pro2 | W305×D305×H300 |
| 機種名:RAISE 3D E2 | W330×D240×H240 |
| LCD方式(光造形方式) | サイズ |
|---|---|
| 機種名:Foto 8.9 | W192×D120×H200 |

↑ RAISE 3D Pro2
↑ RAISE-3D-E2
↑ Foto 8.9
こちらの記事は、動画でもご覧いただけます。
3Dプリンターの様々な造形方法の紹介
代表的な3Dプリンターの造形方法は4種類あり、関東製作所が保有する3Dプリンターの造形方法は2種類です。
FDM方式(熱溶解積層方式)
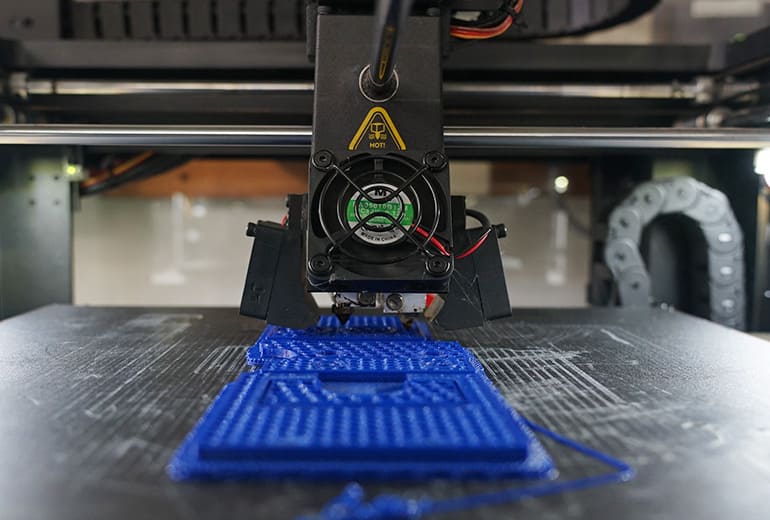
熱で樹脂を溶解して積層する方式。
加熱されたノズルの中から材料を熱して溶かし、吐き出しながら材料を一層一層積み上げていきます。ノズルが縦横無尽に動き回ることで、3次元形状が出来上がります。
材料はABSやPLAなど取り扱いしやすいものが多く、比較的安全に使用できるのが利点です。
しかし、他の方式と比べて寸法精度が出づらく表面の仕上がりが粗いことが難点です。
LCD方式(光造形方式)

液状の樹脂(レジン)に紫外線の光を当て、一層ずつ固める作業を何層も繰り返すことで立体を作り上げる方式。その名の通り、光を用いた造形方法で、3Dプリンターの中で最も歴史が古いです。
液体樹脂を使用するため高精度な造型が可能で、表面が滑らかに仕上がります。
造形速度はFDM方式より早いですが、材料費はFDM方式より若干高いことも考慮したほうが良いでしょう。
その他、以下の造形方法があります。
インクジェット方式
インクジェットヘッドから噴射されるアクリル樹脂を紫外線で固めて積層していく方式。まるで印刷したかのような色彩での造形が可能ですが、直射日光に当たると変形してしまう点や耐久性において弱いです。
フィギュアの製作などに適しています。
SLS/SLM方式(粉末燃結方式)
粉末状の材料(主にナイロン)にレーザー光線を照射することで焼結させる方式。材料には金属などの使用も可能ですが、粉末であるため取り扱いには注意を要します。
複雑形状の製作が可能で耐久性にも優れていますが、出力した状態のままでは表面が粉っぽくなってしまいます。
関東製作所が考えるFDM方式とLCD方式のメリット・デメリット
関東製作所は、FDM方式とLCD方式それぞれの特性を捉え、使い分けています。
FDM方式(熱溶解積層方式)のメリット・デメリット
【メリット①】フィラメントの種類が豊富
フィラメントとは樹脂を細長くしたもので、FDM方式で造形する際の材料です。
ゴムっぽいものやナイロンのように硬いものなど種類が豊富なため、量産したいものにより近づけて試作することができます。

【メリット②】造形の過程が見える
FDM方式では造形の過程が目に見えるので、異常にすぐに気づくことができます。
3Dプリンターでは形状によっては上手く造形できない場合があり、途中でそれが分かれば無駄な材料ロスと時間のロスを最小限にする事ができます。
【メリット③】大型化ができる
言ってしまえば無限に大きいものを作ることができます。
装置のスペック次第ですが、1mを超えるサイズを造形できる機械もございます。
【メリット④】安く製作できる
壁が薄い直線的な箱物はFDM方式が適しています。安価に作ることができるからです。
【デメリット①】強度は弱い
樹脂は溶けたもの同士は結合しますが、片方が固まってしまったものには完全にはくっつかない性質があります。FDM方式の製作では、その状態で積層されてしまいます。結合はしているが融合はしていないイメージです。
それでも、直径50㎜の棒状のものでも折れてしまうことはありません。
小さい製品なら一層目が完全に固まる前に次の層がくるので結合力は強くなります。しかし、面積が大きいほど最初に描いた層の温度は「溶けてはいない状態」まで下がってしまいます。
【デメリット②】複雑形状には適さない
FDM方式は複雑形状やR形状は苦手で、得意ではありません。
その他、FDM方式(熱溶解積層方式)の特徴
面積の大きさが時間に比例
FDM方式は一筆書きであるため、面積が広ければ広いほど一層を製作する時間が長くなります。
FDM方式の基準は0.2mm(一層の高さは0.2mmが基準)です。それ以上細かくもできますが、一層の高さが半分になれば層の数が倍になるため、製作にかかる時間も倍になります。
LCD方式(光造形)のメリット・デメリット
LCD方式(光造形)のメリット
【メリット①】強度が強い
LCD方式のメリットに、強度が強い点があります。
【メリット②】複雑形状に適している
R形状のものは、LCD方式の方が適しています。
【メリット③】細かいものが得意
LCD方式の一層の高さは0.05mmが基準です。一層の高さは細かくも荒くも設定することができます。
LCD方式(光造形)のデメリット
【デメリット①】光に弱い
LCD方式で製作すると強度は強くなります。
しかし、注意しなければならないのは、光(紫外線など)を当て続けると樹脂が固まり続けて逆にもろくなる点です。炎天下で使うようなものには向いていません。
室内使用であっても、5年~10年くらいで劣化するでしょう。
【デメリット②】薄物は割れやすく、大きいものは製作できない
【デメリット③】造形の過程が見えないため失敗に気づきにくい
LCD方式では、レジンの液体の中にプラットフォームを沈めて作成します。製品は前半は完全に液体に沈んでいて進捗状況を見ることができません。
そのため、終わった時に何もできてない事態も時には起こってしまいます。
その他、LCD方式(光造形)の特徴
LCD方式では、一層に対して一度に光を当てます。面積がどれだけ広くても一層ごとに光を当てる時間が決まっています。よって、製品の高さ方向のサイズが製作時間に比例します。
FDM方式(熱溶解積層方式)とLCD方式(光造形)製作時間の比較
もし同時に作成を開始した場合は、FDM方式(一層あたり0.2㎜に設定して造形)はMAXで一層あたりの製作に3分程度かかります。
FDM方式が3分かかるのに対し、LCD方式(一層あたり0.05㎜)は稼働時間を含めて6秒ほどです。
ただしサポート材が必要な形状の場合、造形後にどれだけサポート除去に時間がかかるかも検討が必要です。
関東製作所が考える3Dプリンターが活躍するシーン
以下は、3Dプリンターを3台ラインナップしているために実現できた事例のご紹介です。
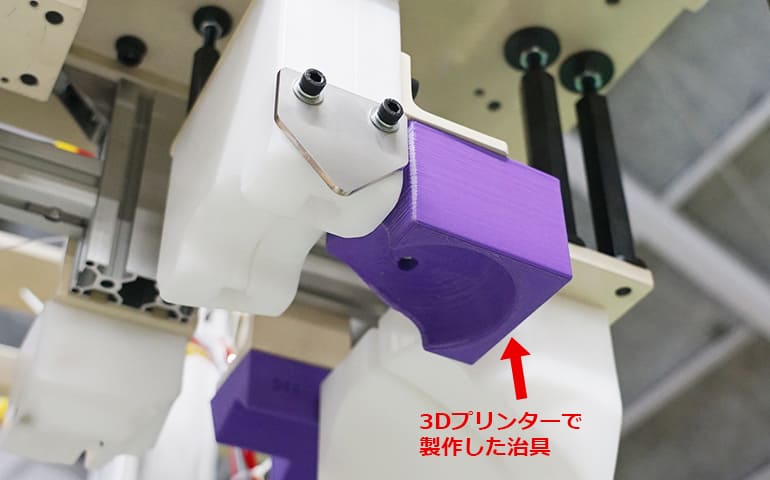
樹脂材の治具を短期間で納品いたしました。
治具の製作方法としては、今まではブロックから削り出しての方法だったために時間がかかります。通常は製作に3週間必要なところ、3Dプリンターは夜間の人がいない時間も造形をしてくれるので翌週に納めることができました。
形状についても、切削では刃物が入らず再現できない複雑なものや、切削では成立しないような形状を3Dプリンターなら比較的簡単に再現が可能です。
可動するような製品は現物で触ってみないと整合性までは確認することができません。設計の時点では、つまり画面上のシミュレーションだけでは見えないことも多いのです。
そこで、一度各パーツを3Dプリンターで作成し組み上げ、現物としてトライすることが重要となります。
関東製作所は製品の使い勝手や製品に関する多角的なアドバイスを設計の段階からご提供いたします。
発注する際に必要なものは?
実際にお客様から発注していただく際は、意匠に凝ったデザインものであれば3Dデータが必要となります。現物がある場合には、リバースエンジニアリングを用い、弊社で再現することも可能です。
製作事例:メジャーなファッションショーに使用するオブジェ
実際の事例をご紹介します。
関東製作所は、パリコレクションに参加している国内ブランド様のご依頼で、リボン形状のパーツを3Dプリンターで作成いたしました。メジャーなファッションショーに使われ、そのショーにおいてキーデザインとなるパーツでした。
オーダー内容は、「クリスマスツリーのオーナメントからフックを取り除き、大きさを3倍~5倍にしてほしい」というものでした。

このように小さな現物から大きさを変えて製品を製作することも可能です。
アンダー形状モノの『サポート』に関して
発注いただく際は、アンダー形状のものは「サポート」が必要となります。
3Dプリンティングが終わってもサポート除去が必要となるので、その除去や仕上げのサンディングを弊社で行うか、クライアント様側でやっていただくかは要相談です。

サポート除去には時間がかかるため、極力アンダー形状の無い形状が望まれます。
設計の段階からできるだけアンダー形状にならないように配慮をし、もしアンダーになったとしても45°以下の形状にしサポートをなくす方がいいでしょう。
まとめ
今回ご紹介した3Dプリンターなど、多岐にわたる小ロット工法を熟知した関東製作所。弊社はクライアント様のプロジェクトにとって最も適した、コストパフォーマンスの良い提案をいたします。
3Dプリンターは、造形方式によって使用できる材料が異なるだけでなく、強度や見た目なども大きく異なります。コストの安さだけでなく、求める要求品質に合わせて選定する事が必要です。
3Dプリンタ―は金型を作る前のサンプル工法としてオススメです。切削では再現できないものを比較的簡単に製作ができます。
実物に近いサンプルを画面上ではなくお手にとって確認されたい皆さま、今すぐご相談ください。
3Dプリンターを駆使し、スピーディーかつ最適なご提案・製品の製作をお約束いたします。
> プラスチック製品の試作・小ロット生産が可能な工法を紹介 それぞれのメリット・デメリットを知る
> プラスチック製品の量産を見越した“試作工法”を検討する【射出成形試作品プロジェクト#02】
> プラスチック製品の小ロット成形に適した工法『真空注型』とは? そのメリットとデメリットを学ぶ