射出成形における不具合『ショートショット』の発生原因と対策方法【射出成形の不良対策事例 #8】
射出成形・金型

射出成形における「不具合発生」にお困りの皆様、こんにちは。株式会社関東製作所 射出事業部 営業課の廣瀬です。
今回はプラスチック成形品に起こる『ショートショット』という成形不良と、その改善方法を事例と共に紹介します。
目次
ショートショットの発生メカニズム
ショートショートとは、成形品の一部に樹脂が充填されない現象のことを言います。一般的にショートショットは、主に2種類の原因で発生します。
【原因①】金型内で、樹脂の流動先端部分が冷却し固定化することで発生
一般的に成形品に肉厚差がある場合、金型内を流れる樹脂は、充填しやすい肉厚の厚い部分から充填されていきます。そして肉厚が厚い側に樹脂が充填されきってから、肉厚が薄い部分に樹脂が充填されるという流れです。
このため肉厚が薄い部分は、樹脂が少し流れ入ったところで流動性が落ち、早く固定化し始めるため、十分な射出圧力がかかりにくくなります。そして製品の末端まで樹脂が充填されないことでショートショットが起こってしまいます。
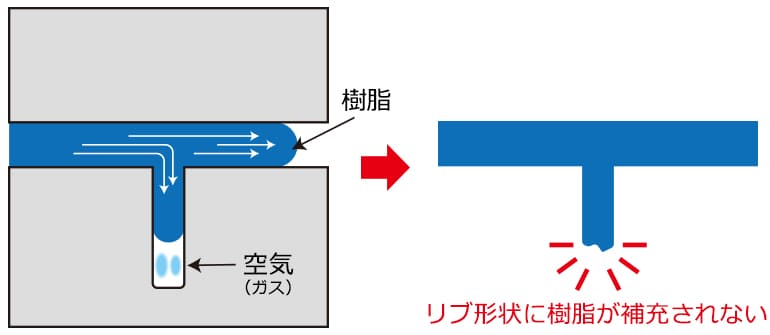
【原因②】金型内の樹脂の流れの状況により、空気溜まりが生じることで発生
また肉厚の厚い部分に早く樹脂が回ることで金型のパーティング面側を先にふさがれ、空気が肉厚の薄い部分の最終充填部に集まり、それを逃せずショートショートになってしまいます。
> (株)関東製作所が実際に行った『ショートショット』の具体的な対策とは?
【射出成形ラボの簡易金型サービスはこちらより】
> 最短納期を2週間で!180ton射出成形機用の簡易金型を、60万からご提供いたします。
こちらの記事は、動画でもご覧いただけます。
ショートショットの対策一覧
ショートショットの改善対策は、主に下記のような方法が考えられます。
① 『流動先端固定化』によるショートショット対策
【射出成形条件】による対策
・樹脂温度を高くする
・キャビティ表面温度を高くする
・保圧を高くする
・保圧時間を長くする
【金型】による対策
・ゲート、ランナー、スプルーを拡大する
・適切なゲート位置を導き出し、金型を再設計する
・ゲートの本数を増やす
【成形品形状】による対策
・肉厚を厚くする
・流動しにくい部分の周辺にリブを付ける
② 『空気溜まり』によるショートショット対策
【射出成形条件】による対策
・射出速度を変更し流動パターンを変えてみる
・スクリュー速度、圧力切り替え位置を変更してみる
・射出速度を遅くする
・型締め力を弱めに設定する
・キャビティ表面温度を高めに設定する
【金型】による対策
・効果的なエアーベントを設ける
・ゲート位置を適所に変更する
・分割入れ子構造にする
【成形品形状】による対策
・肉厚を厚くする
・流動しにくい部分の周辺にリブを付ける
> 射出成形ラボサイトで成形不良対策を学ぶ
射出成形における代表的な『不具合』をまとめて学べます。反り・バリ・シルバーストリーク・キャビとられ・ウェルドライン・ボイド・ヒケ …etc

お客様が弊社を選ばれたポイント
弊社にお話をいただく前の射出成形メーカー様は、金型の設計・製作は外部の金型メーカー様へ発注していました。そのため金型の設変等が入ってしまうと、2社を跨いでの作業になるため、必要以上に時間がかかってしまっていたのです。
その点、弊社関東製作所では「金型の設計」「金型の製作」「成形」のどれも社内での対応が可能な為、柔軟な対策が行えるということで、ご依頼を頂きました。
ショートショットが発生した対象製品のスペック
製品は現在開発段階のため詳細は公開できませんが(2022年5月現在)、製品用途やサイズ等のスペック情報は以下になります。
| 製品用途 | 福祉車両内の車いすを固定するスペースに使う補強部品 |
|---|---|
| 製品寸法 | 25㎜ × 45㎜ × 45㎜ |
| 樹脂材料 | PP |
| 製品特性 | 固定用ベルトを出した際に起こる部品のたわみを抑えるための補強部品 |
【射出成形ラボの簡易金型サービスはこちらより】
> 最短納期を2週間で!180ton射出成形機用の簡易金型を、60万からご提供いたします。

ショートショット発生の原因検証

成形条件の調整では、このショートショットを改善することは出来ませんでした。
ショートショットの発生個所が最終充填箇所の肉薄リブの先端であること、入れ子割りを施していない箇所であることから、空気(ガス)を巻き込んでいることで、ショートショット不良が起こっていると判断しました。
決定した対策方法は、『入れ子割り』で金型内部を流れるガスを抜く!です。
『入れ子割りで金型内部を流れるガスを抜く!』とは具体的にどうやるのか?
無料ダウンロード頂ける技術資料「成形不良の原因と対策」にてイラストや写真付きで詳細にご説明しております。尚、ショートショットの対策だけでなく、「反り」「シルバーストリーク」など、射出成形特有の成形不良対策の事例を掲載しております。

まとめ
射出成形の不良では、「設計」「金型」「成形」のどれかもしくは複合的な要因で不良が発生します。今回は『入れ子割り』で問題を解決しましたが、関東製作所の強みは「設計」「機械加工」「金型」「成形」それぞれに、必要な設備と経験を豊富に持っている人材が一つの工場内いることです。
何か製品開発でお困りの事があれば、是非ご相談下さい。
> プラスチック成形品の意匠面に発生したヒケの対策方法【射出成形の不良対策事例 #1】
> プラスチック成形品に発生した不具合『バリ』の対策方法【射出成形の不良対策事例 #2】
> 射出成形における不具合『シルバーストリーク』の発生原因と対策方法【射出成形の不良対策事例 #3】
> 射出成形における不具合『ウェルドライン』の発生原因と対策方法【射出成形の不良対策事例 #4】
> 射出成形における不具合『ボイド』の発生原因と対策方法【射出成形の不良対策事例 #5】
> 射出成形における不具合『反り』の発生原因と対策方法【射出成形の不良対策事例 #6】
> 射出成形における不具合『キャビとられ』の発生原因と対策方法【射出成形の不良対策事例 #7】
射出成形ソリューションサイト
> 小ロット・試作金型製作・コストダウン提案の【射出成形ラボ】サイト