樹脂めっきとは? 樹脂部品の加飾である『めっき』について、そのメカニズムと塗装工程を学ぶ
射出成形

こんにちは!関東製作所 岐阜工場の安田です。今回は射出成形と合わせてよく採用される『樹脂めっき』について紹介させて頂きます。
弊社では、車両向け外装部品の射出成形金型を多く手掛けています。故に、樹脂めっき加工に即した金型加工も行っておりますが、今回は樹脂めっき自体の“その何たるか!”をご紹介させて頂きます。
【射出成形ラボの簡易金型サービスはこちらより】
> 最短納期を2週間で!180ton射出成形機用の簡易金型を、60万からご提供いたします。
目次
『めっき』とは?
広辞苑によると『めっき』とは
- めっ-き【鍍金・滅金】(ふつうメッキと書く)
- 金属の薄層を他の物(主として金属)の表面にかぶせること。また、その方法を用いたもの。
装飾・防食・表面効果・電気伝導性付与。磁気的性質・潤滑性・接着性の改善などのために施す電気鍍金法・溶融鍍金法・真空鍍金法(蒸着)などがある。
とあります。
めっきは表面処理方法のひとつで、金属の被膜を素材の上に覆うことで、新たな性質や機能を付与する技術です。
例えば、鉄は放っておくとすぐ錆びてしまいます。鉄は空気中の水分や酸素と反応しやすいため、即座に酸化してしまうからです。
そこで鉄の上に亜鉛、スズ、ニッケルなどの金属をめっきします。すると鉄は水分や酸素と触れられなくなり、錆びは出ません。『鉄に防錆という機能を持たせた』という事です。
また樹脂の成形品は、成形されたままの状態では素地のままの色の状態となります。そこにめっきを施すことで金属光沢を付与し、こちらは『装飾性を持たせた』という事になります。
特に『車両向け外装部品』にめっきを施す意図とは、こちらの『装飾性を持たせるため』ということですね。

こちらの記事は動画でもご覧いただけます。
樹脂めっきのメカニズム
金属上のめっき(電気めっき)は、電極から供給される電子を用いて、めっき槽に存在する金属イオンを還元し、表面上に金属として析出させることで形成されます。この場合下地は金属であり、元々電気を通すため金属表面があればそこにめっき層が形成されます。
対して、樹脂は電気を通さないため電極から電気をもらう事ができません。そのため表面に電気を通す層を形成し、めっき加工ができるようにする必要があります。一旦その電気を通す層ができてしまえば、以降は問題なくめっき加工が可能になります。
またここで合わせて説明をしたいのは、めっき加工の工程には『電気めっき』と『無電解めっき』が存在します。
電気めっきとは、電気を通し表面上に金属を析出する方法。無電解めっきとは、電気めっきとは違い化学反応を利用して、同じく表面上に金属を析出する方法となります。
最終的な目的は、対象物に『導電性を付加させること』です。メーカーによっては製品の性質、品質を満たすため様々な工程を踏んでいます。
以下はその樹脂めっき工程の一例となります。ここでは『ニッケルクロムめっき』を形成するための工程をご紹介します。
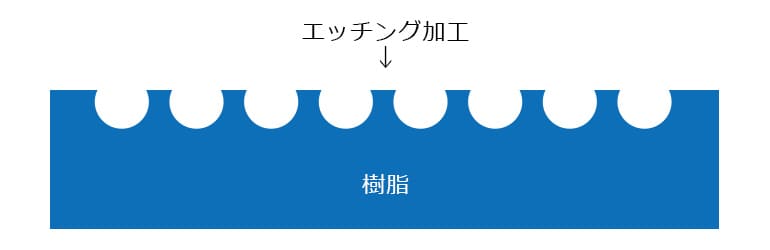
工程①【エッチング加工】~素地を荒らす~
現在、一般的に樹脂めっきで使用されているエッチングはクロム酸エッチングです。また、使用されている樹脂はABSです。
ABSの構成成分は A(アクリルニトリル)、B(ブタジエン)、S(スチレン)ですが、このクロム酸とB(ブタジエン)が酸化溶解することで微小な凹凸のある表面が形成され、めっきの密着性をよくすることが可能となります。
工程②【キャタリスト】~触媒を付与する~
主にPd(パラジウム)触媒を吸着させます。
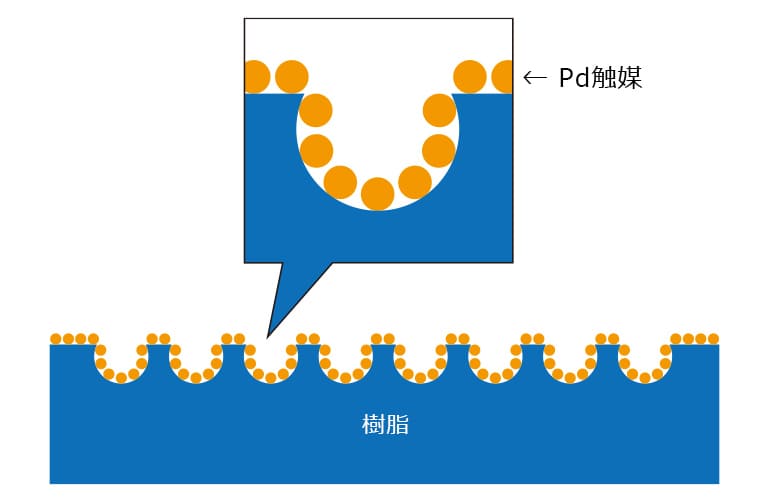
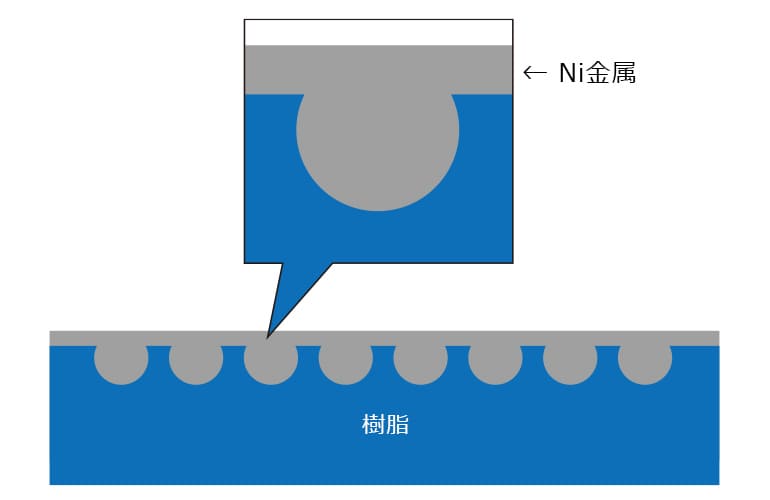
工程③【無電解めっき】
Pd(パラジウム)触媒を核に化学反応をおこし、樹脂表面に金属(ニッケル/銅)を析出させます。金属電気めっきを施すために下地につけるめっきです。(導電性を付加)
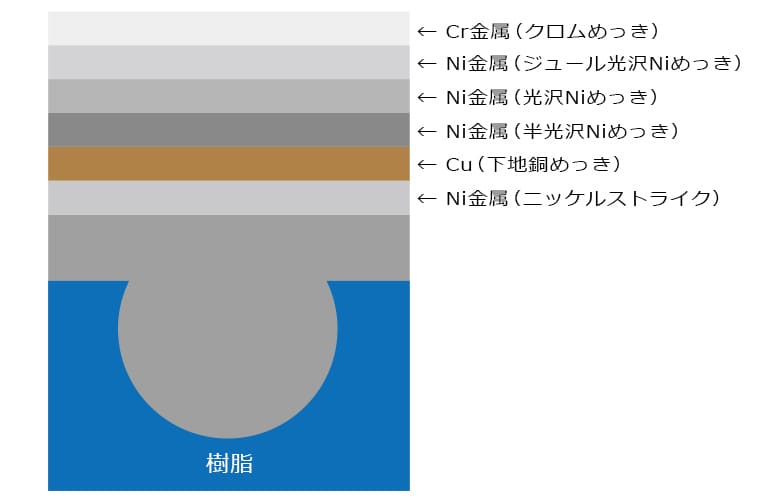
工程④【電気めっき】
[1]ニッケルストライク
不導体被膜を活性化し、素材の保護や調整の為に薄くめっきをする事です。めっきの密着性を高めることが出来ます。
[2]下地銅めっき
素材のエッチング形成された凹凸をレベリングし、鏡面光沢外観にします。展性が良好で金属の熱膨張力を緩和します。
- レベリング
- 基本的には「水平化」「平等化」「均し(ならし)」を意味する英語表現。
- ※Weblio 辞書より引用
- 展性
- 物質が圧力や打撃によって、破壊されることなく薄い箔(はく)に広げられる性質。
- ※goo国語辞書より引用
[3]ニッケルめっき(3種類)
3種類のニッケルめっきを積層することで、腐食の進行を遅らせます。
・半光沢Niめっき(耐食性向上 膜厚:7~10μm)
次工程の光沢ニッケルとの電位差をつけて錆びにくくする。
・光沢Niめっき(耐食性向上 膜厚:3~5μm)
半光沢ニッケルとの電位差をつけて錆びにくくする。
・ジュール光沢Niめっき(腐食浸透防止 膜厚:1μm)
さらに高い耐食性を得るために行う。
細かい穴の空いたクロムめっき膜になるように、非導電性の微粒子をめっき膜に共析させる。
ここまでが、下地の電気めっきを施す工程となります。
[4]クロムめっき
・金属光沢付与 膜厚:0.15μm
クロムめっきで使用される金属クロムは大気中で酸素と融合し、表面に透明で極めて薄い不動態膜を形成しますので、耐食性が強くなります。
ここまででニッケルクロムめっきの完成となります。
このような流れでめっき皮膜が形成されるのですが、かなり多くの工程にわたっていることがわかります。特にニッケルクロムめっきは様々な外装部品に採用されていますが、長年の雨風にも耐えうるという事も、こうしてみると納得がいくものですね。
樹脂めっきの種類
続いてですが、その種類を紹介させて頂きます。
ニッケルクロムめっき
まずはご紹介させていただいたニッケルクロムめっきです。但し1種類ではなく、下地のニッケル及び薬液を変更したり上地のクロムを変更することで、日常でも見られる様々な『めっき色』を出すことができます。

スズコバルトめっき
スズ(Sn)とコバルト(Co)の合金めっきと呼ばれるものです。色合いはクロムめっきやステンレスによく似たシルバー色です。その特徴もあり、六価クロムの代替えめっき被覆として幅広く使用されています。
また、コバルトの割合が増すと黒味が帯びるといわれています。デジタル家電の外装部品/ボタン類等に数多く採用されおり、クロムめっきと比較して表面硬度、耐食性、耐摩耗性には劣りますが、複雑な形状にも均一にめっきができるなど、クロムめっきの欠点をカバーすることが可能なめっきです。

樹脂メッキを採用した事例紹介
当社の金型づくりにおいて、多くの自動車のめっき外装部品を手掛けております。その一部をご紹介させて頂きます。(ニッケルクロムめっきとなります)
以下は、当社グループが運営する射出成形ソリューションサイト[射出成形ラボ]にて掲載中の製作事例です。
【バックドアアウトサイドガーニッシュ】
> [射出成形ラボ] 樹脂メッキ塗装した意匠面の美しさ – バックドアアウトサイドガーニッシュ –

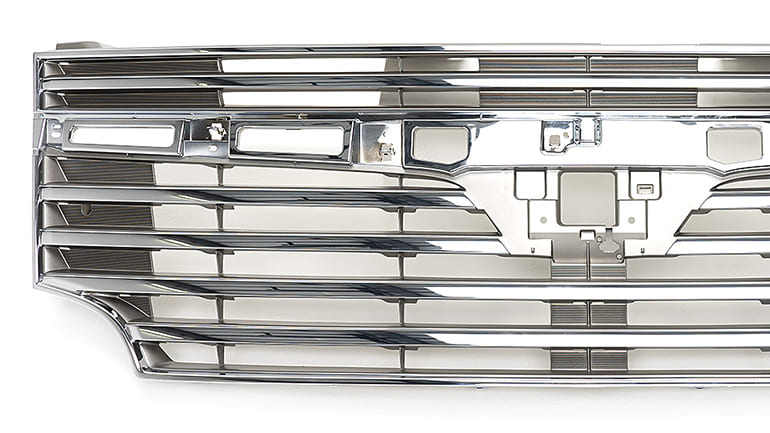
【グリルラジエーター】
> [射出成形ラボ] 意匠面の加工精度を追求した大型製品 – 自動車用グリルラジエーター –

【グリルラジエーター】
> [射出成形ラボ] 1100×450mm 全面メッキ塗装の樹脂製品 – 自動車用グリルラジエーター –
【射出成形ラボの簡易金型サービスはこちらより】
> 最短納期を2週間で!180ton射出成形機用の簡易金型を、60万からご提供いたします。

まとめ
今回はめっきのメカニズム、特徴等をご紹介させて頂きましたが、当社ではめっき用金型製作において多くの経験やノウハウを持ち合わせおります。
また、めっき加工についても保有ネットワークにて対応可能です。
金型製作、成形、めっき加工と一貫して対応させて頂くことで低コスト、品質の安定も実現可能となりますので、当社にご相談頂ければベストなソリューションを提供させて頂く事が可能です。
> 【ブロー成形と射出成形の金型比較#03】 成形品の『意匠面の美しさ』から金型構造を学ぶ
> アルミ部品を射出成形で『プラスチック+メッキ』に工法転換! 東北新幹線ヘッドライトカバー開発秘話
射出成形ソリューションサイト
> 小ロット・試作金型製作・コストダウン提案の【射出成形ラボ】サイト