開発スピードアップとコスト削減を両立 ! 試作1個から小ロット生産まで、自部門内で完結できる小型射出成形機「モールドロック®」
射出成形
新製品の立ち上げや改良に欠かせないのが「試作」です。市場の変化に合わせて迅速に製品を投入するためには、短期間で試作を繰り返しながら目まぐるしく変わる市場動向を反映していくことが求められます。
近年は3Dプリンターなどの工法も進化していますが、開発側のさまざまなニーズに十分応えられる工法は、まだ確立されていないのが現状です。今回は、そうした開発側のニーズに応える新たな小型射出成形機をご紹介します。
目次
開発部門のニーズ
先述したように、商品開発の現場では、市場動向を素早く取り込みながら製品に反映することが求められています。
開発側は、下記のようなニーズをお持ちではないでしょうか?
・短期間で試作品を製作したい(ラピッド・プロトタイピング)
・生産と同じ材料で試作を行いたい
・3Dプリンターで再現できない試作を行いたい
・金型設備に多くのコストをかけずに小ロット生産を行いたい
・迅速な市場投入と低コストで顧客ニーズの反映を実現したい
こうしたニーズに応えるのが、超小型射出成形機「モールドロック®」です。
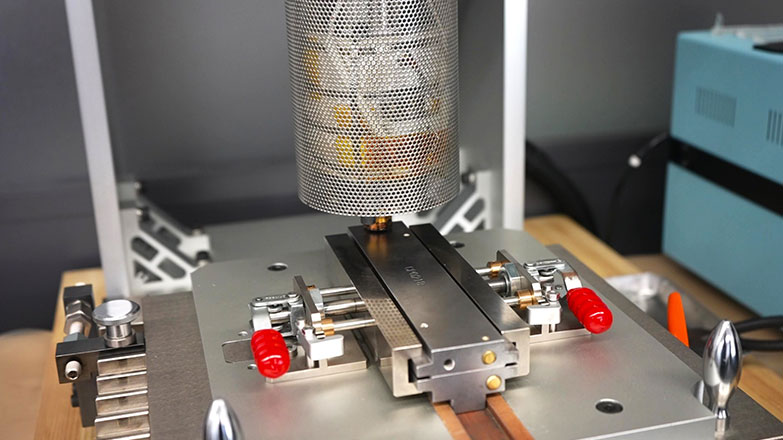
卓上サイズで100t級成形を可能にする超小型射出成形機「モールドロック」とは?
モールドロックは、センチュリーイノヴェーションが開発した卓上型射出成形機です。家庭用100V電源で稼働しながら、型締め力100tクラスに匹敵する成形力を備えています。
モールドロックの構造
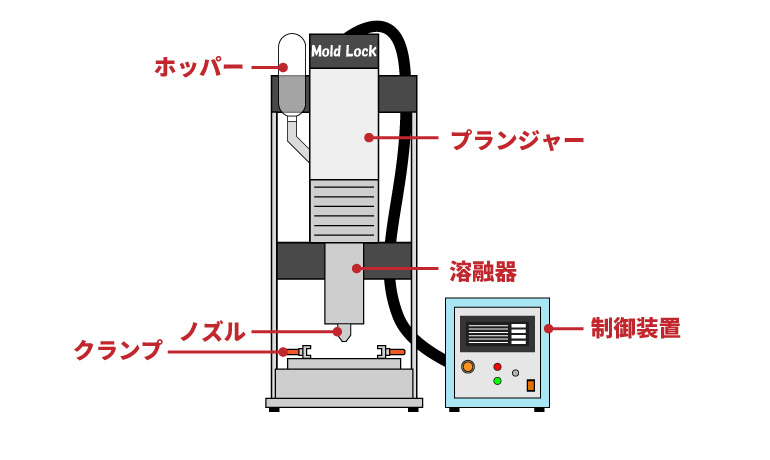
基本的な構造は、通常の竪型の射出成形機と変わりませんが、溶融部の構造が大きく異なります。
通常の成形機では、スクリューでかき混ぜながら、溶融した樹脂をノズル先端へ送り出します。
一方、モールドロックにはスクリューが無く、溶融器内部にはヒーターのみが搭載されており、溶融した樹脂がプランジャーによってノズルから吐出されます。
それにより、低圧・小型ながら通常の射出成形機100tクラスと同等の成形が可能になっています。
>『射出成形機』を詳しく解説|構造から成形の流れ、製作事例まで
主な特徴
コンパクト設計と射出性能
設置面積42cm×76cmと卓上設置可能な省スペース設計でありながら、最大射出容量70cc(PPで約60g、PCで約52g)の射出が可能です。
幅広い材料に対応
樹脂温度は最大450℃まで設定できるため、スーパーエンプラを含め下記のような幅広い材料に対応できます。
| 汎用樹脂 | PP、ABS、PS、PE、PMMA |
| エンプラ | POM、PC、PC+ABS、PET、PBT、PA6、PA46、PA66、PA9T(長繊維)、COP、RENY |
| スーパーエンプラ | PEEK、PPS(長繊維)、PPSU、PES、PSU、LCP |
| バイオ材 | バイオプラスチック、再生樹脂、CNF樹脂 |
| その他 | TPE(熱可塑性エラストマー)、TPU(熱可塑性ポリウレタンエラストマー)、各種GFRTP、各種CFRTP、プラマグ、CIM |
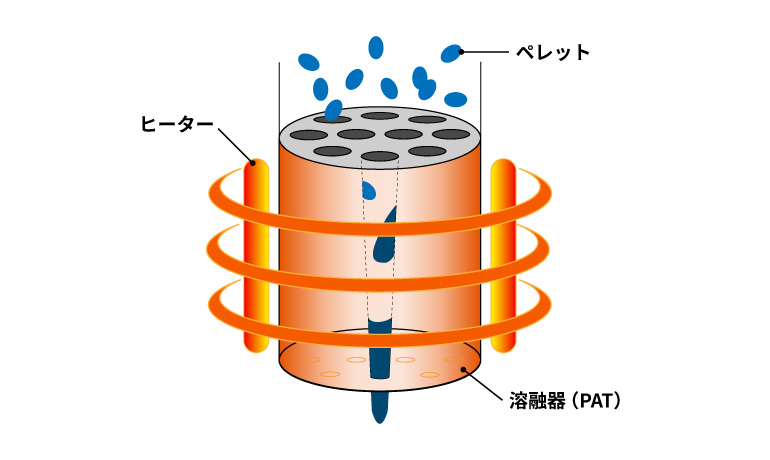
完全溶融樹脂
モールドロックはスクリューを持たず、ヒーターの加熱のみで樹脂を完全に溶融します。重力方向に樹脂が流れる一方で、溶融器内の空気や溶融樹脂から発生するガスは、重力方向とは逆に上昇し、成形時に空気やガスを巻き込みません。
通常の成形機で使用する金型は、高圧に耐える必要があるため、製品サイズに比べて大きな金型が必要です。一方、モールドロックは低圧成形のため、金型のサイズが非常にコンパクトになり、数量によっては3Dプリンターや切削加工で製作した樹脂型も活用できます。
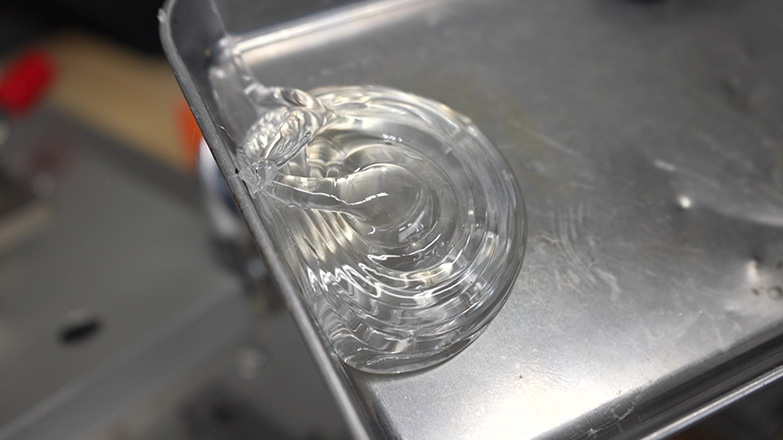
高い転写性
モールドロックは、低圧成形にもかかわらず、シボなどの金型表面の微細な凹凸をそのまま高精度に転写できます。
この高い転写性を活かすことで、ホログラム模様やナノ・マイクロレベルのパターンを樹脂に直接成形することが可能です。
従来、プラスチック製品へのホログラム付与は、「ホットスタンプ」や「蒸着フィルムの貼り付け」といった二次加工を用いるのが一般的です。金型に直接パターンを施す手法 もありますが、コストや精度の関係で、後工程での対応が選ばれることが多くなっています。

しかし、モールドロックを用いた成形では、成形と同時にホログラムパターンを再現できるため、追加工程を省略でき、コスト削減と納期短縮につながります。
簡単4ステップ!モールドロックの成形の流れ
モールドロックは、射出成形未経験者でもスムーズに操作できます。成形手順はシンプルで、基本操作はわずか4ステップ。成形条件の設定項目を必要最小限に集約しているため、射出成形未経験のスタッフでも迷うことなく成形作業をスタートできます。
STEP1:金型セット
金型を設置し、クランプで固定します。その後、制御装置を操作して金型とノズルを接触させます。
STEP2:成形条件の設定

通常の成形機と同様に成形条件を設定します。
制御装置を『自動モード』に切り替えることで、トルクや射出速度、保圧時間といった各項目を自在に微調整できます。「成形」と「調整」をその場で繰り返すことで、理想的な成形条件をスムーズに導き出せます。
STEP3:射出操作
射出ボタンを押して、金型内に樹脂を射出します。
STEP4:成形品の取り出し
クランプを外して、金型から成形品を取り出せば完了です。

通常の成形機では、成形条件の設定にオペレーターの専門知識が求められます。一方モールドロックは、設定項目が4つのみで、射出成形未経験でも簡単に設定し、成形できます。
そのため、従来は成形メーカーに委託や自社ラインの停止を伴っていた試作を、開発現場で完結させることが可能です。製品メーカーの開発現場に装置を置くことで、射出成形による試作を自社内で行えるようになります。その操作性から、モールドロックユーザーの約7割が、射出成形未経験のスタッフです。
導入メリット
①納期
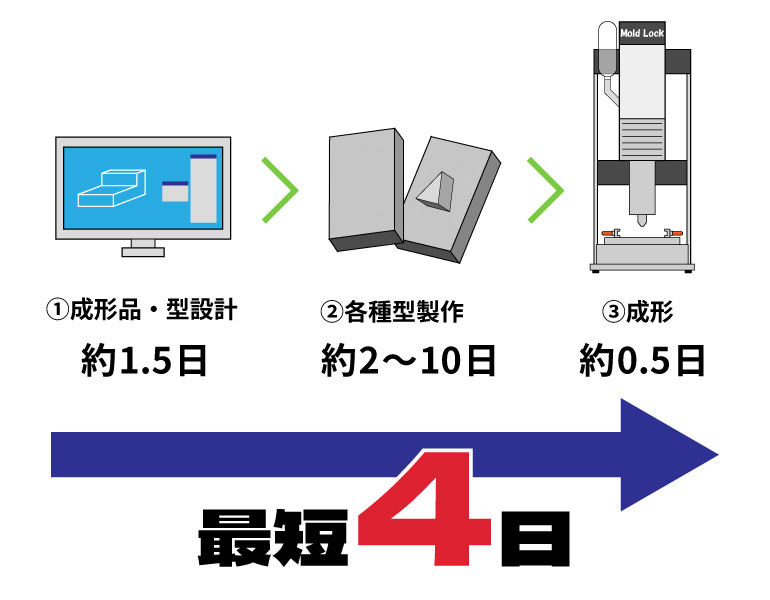
従来なら数週間を要した試作品の製作が、モールドロックなら最短4日で完了できます。さらに3Dプリンターでは1日数個しか造形できない場合でも、モールドロックなら1日200~300個程度の成形が可能です。
②コスト
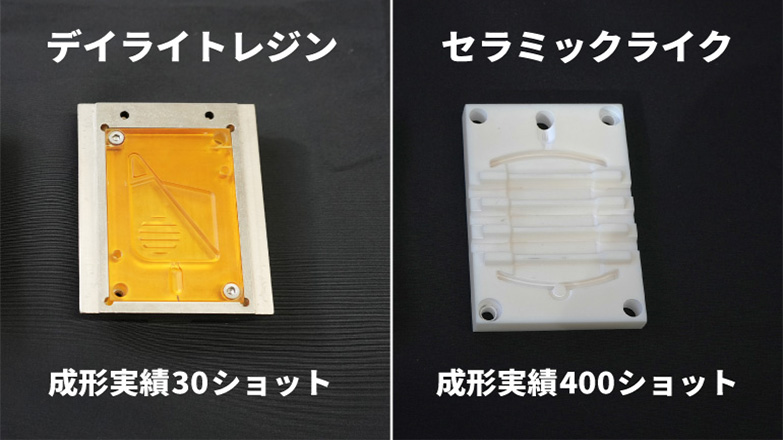
低圧成形により、樹脂型やアルミ型が活用可能なため、従来は高価な金属金型が必須だった射出成形の試作や小ロット生産でも、初期費用を大幅に抑えられます。
樹脂型は材質によっては1,000ショット程度の耐久性を持たせることも可能で、さらに手持ちの3Dプリンターで樹脂型を製作できるため、コスト面でのメリットは非常に大きいです。
<樹脂型成形実績>
| 樹脂型材質 | 成形実績 |
| デイライトレジン | 30ショット |
| セラミックライク | 400ショット |
| PPS樹脂 | 1,000ショット |
③品質
射出成形での量産と同じ樹脂を使用するため、評価内容にもよりますが、試作品として成形をして評価結果をそのまま量産工程に反映できます。
また、スクリューレス低圧成形のためボイドが無く、ウェルドや反り、ヒケが出にくい、安定した成形が可能です。小ロット生産での活用にも向いています。

>『ボイド』の発生原因と対策方法
>『ウェルド』の発生原因と対策方法
>『ヒケ』の発生原因と対策方法
④導入ハードルの低さ
卓上サイズのコンパクトな装置で、家庭用100Vコンセントで駆動するため、大きなスペースの確保や電源確保のための設備工事は不要です。オフィスや研究室にそのまま設置でき、専任の熟練オペレーターがいなくても簡単に操作ができます。
メリットとあわせて理解しておきたいポイント
モールドロックは、スクリューレス低圧成形により、ボイドや反り、ヒケ、ウェルドなどの成形不良が発生しにくいという大きな特長を持っています。
一方で、量産を控えた試作においては注意が必要です。モールドロックでは発生しなかった不良が、量産時には高圧充填や金型条件の違いによって発生する可能性があります。
モールドロックは試作や小ロットには最適なツールである一方、量産工程とは異なる条件で成形するため、評価時にはその違いを踏まえる必要があります。
>無料ダウンロード資料「成形不良の発生原因と対策」
射出成形による不具合、『反り・バリ・シルバーストリーク・キャビとられ・ウェルドライン・ボイド』の発生原因と、具体的な対策をまとめた技術資料を無料でダウンロードいただけます!

モールドロックの活用領域と工法別比較
モールドロックは、金型の材質にもよりますが、数個単位の試作から200~300ショット/日程度の試作・小ロット生産に適しています。ただし、工法の選定は単純に「生産数量」だけで決まるものではありません。
たとえば、量産と同じ樹脂で物性評価まで行いたいのか、それとも外観や形状確認が主目的なのか。あるいは、開発スピードを最優先するフェーズなのかによっても、最適な工法は変わります。
つまり重要なのは「何個作るか」だけではなく、どの材料で、どのレベルまで検証したいのかという開発目的です。
その視点で見たとき、モールドロックは量産樹脂を用いた実用的な評価を短期間・低コストで行えるという点で、大きな強みを持っています。
以下は、各工法の特徴や推奨生産数、使用可能な材料を整理したものです。
| 工法 | 推奨生産数 | 納期 | 主な用途 | 材料 |
| 切削加工 | 15個以下 | 数日 | 嵌合確認、最終品 | 汎用樹脂、エンプラ、スーパーエンプラ |
| 3Dプリンター | 15個以下 | 数日 | 形状・外観確認 | ライク材(量産用樹脂は使用不可) |
| 真空注型 | 15~100個 | 数日~数週間 | 形状・外観確認、最終品 | ライク材(量産用樹脂は使用不可) |
| モールドロック | 五十~数千個 | 最短1~1.5日 | 量産前の試験・評価、小ロット生産 | 汎用樹脂、エンプラ、スーパーエンプラ、バイオ材 |
| 射出成形(100tクラスの量産機) | 数千~数万個 | 1.5~2ヶ月 | 最終品 | 汎用樹脂、エンプラ、スーパーエンプラ、バイオ材 |
※納期は製品の3Dデータが完成している前提です。
自社で3Dプリンターを保有している場合、
① 3Dプリンターで樹脂型を造形(1~2日程度)
② モールドロックで成形(半日程度)
※使用する樹脂によっては事前に予備乾燥が必要な場合があります。
モールドロックを活用すれば、上記の工程により1~1.5日で試作が可能で、材料手配以外に外部への支払い費用は発生しません。
> (株)関東製作所が教える「プラスチック製品の小ロット工法」の技術資料
プラスチック製品の試作・小ロット工法をまとめた技術資料を無料でダウンロードいただけます。
まとめ
モールドロックは、
・素早い試作で開発サイクルを加速
・樹脂型活用による低コスト試作・小ロット対応
・高品質な成形で量産条件に近い評価を実現
・省スペース/省エネ、簡単操作で導入ハードルを大幅に低減
といった特長を備えています。
これまで「試作は高コストで時間がかかる」「評価しても量産に直結しにくい」といった課題に悩まされていた開発現場において、モールドロックは大きな変革をもたらす存在です。
少量から量産用樹脂で試作できるため、顧客への提案スピードを格段に高めることができ、開発初期段階から市場投入までのリードタイムを大幅に短縮できます。
また、研究開発や試作だけでなく、小ロット生産にも対応できるため、「試作専用機」以上の役割を果たせる点も魅力です。今後ますます多様化するニーズに対して、柔軟かつ効率的に応えることができるでしょう。
モールドロックは、単なる小型射出成形機ではなく、次世代の製品開発プロセスを支えるプラットフォームともいえる設備です。
「迅速な試作」「確実な検証」「柔軟な小ロット対応」を可能にすることで、ものづくり企業の競争力を一段と高める強力な武器となります。