『放電加工』ってなに? 種類・メリット・活用方法などについて、金型製作・部品加工の視点から解説!
金属・部品加工
金属部品を加工する方法として有名な加工は、切削や研磨です。その一方、マイナーながら必要不可欠な加工方法もいくつかあります。
今回は、そのマイナー加工方法の代表である、「放電加工」について、原理、加工機から見た種類、メリット/デメリット、活用方法などについて連載で解説していきます。
目次
放電加工ってなに? 加工の原理を詳しく解説
放電加工は、“電”という漢字が使われている通り、電気を用いて加工する方法のことです。切削が刃具、研磨が砥石を使用して金属などを加工するように、放電加工は電気を用いて加工します。ではどうやって電気で加工するのでしょうか?
こちらの記事は動画でもご覧いただけます。
放電加工に用いられる『アーク放電』とは
“放電”とはその名の通り電気が放たれる現象のことです。

一番身近な自然現象による放電の一種には“雷”があります。雷は帯電した積乱雲と大地間、または積乱雲間で発生する大規模な放電です。この放電現象は、『火花』『コロナ』『グロー』『アーク』の4種類に分類され、雷は火花放電の一種、放電加工に用いられるのはアーク放電です。
アーク放電は、電流が集中したときに起こる放電です。
狭いところに電流が集中すると電子と中性子やイオンが衝突したり、中性粒子同士でたびたび衝突を繰り返したりします。その結果、高い電気エネルギーが発生し、それが熱エネルギーや光エネルギーに変換されて放電が起こるのがアーク放電の原理です。
激しい光と熱を発する持続的な放電現象で、放電の最終形態とも言われており、他の放電と比べて低電圧・大電流なのが特徴です。
放電加工の他に、アーク溶接や蛍光灯などにこの現象が応用されています。

↑アーク溶接中の写真
放電加工では、ワークも「受け手側」の電極?
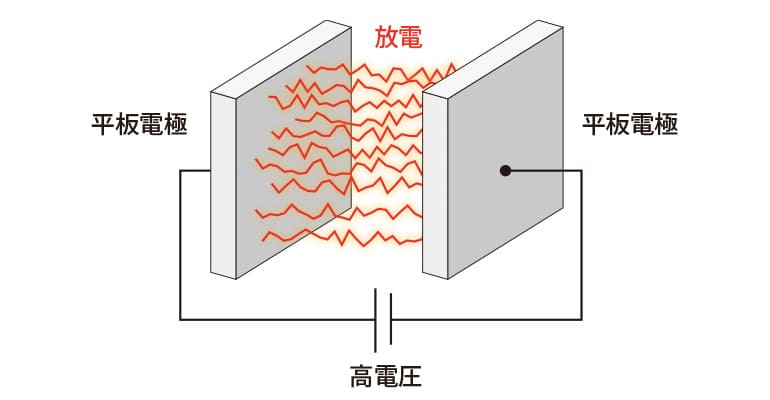
上図のように、放電現象は左側の電極から右側の電極へ向かって放電しています。
「電極」とは、「真空、気体、液体、固体などや生体に電圧を加えたり、電流を流したり、信号を取り出したりするための導体または半導体部品」のことを言います。
- TIPS
- ちょっと余談ですが、放電加工のみならず、コンデンサー、電池など、近年の工業製品にはなくてならない「電極」。電極に使われる材料選択により、電気特性は大きく変わります。
最近でいえば、“Li”が一番有名でしょうか?そう、リチウムイオン電池のLi=リチウムです。「水平リーべ僕の船~」の「リー」の部分ですね。
話を戻しますが、放電現象を作り出すには当然のことですが、電気を放つ側と受ける側に電気を通す必要があります。つまり電極は導電性である必要があるわけです。
放電加工では、電気を放つ側が、銅・グラファイト・ワイヤーなどのいわゆる“電極”で、電気を受ける側の電極は被加工物(ワーク)になります。ワークも「受け手側」の電極なんです。ですから放電加工では、ワークは導電性の必要があり、絶縁性であるプラスチックなどの加工には使うことができません。
放電によるワークを加工できるメカニズム
ではこのような放電現象を用いて、放電加工機はいかにしてワークを加工するのでしょうか?
答えは“熱”です。
アーク放電によって発生させた火花は6,000度にもなります。電極とワークの間で、1秒間に1000~10万回の火花を断続的に飛ばし、その熱で金属を溶かして加工します。
放電加工のメカニズム① 基本構成
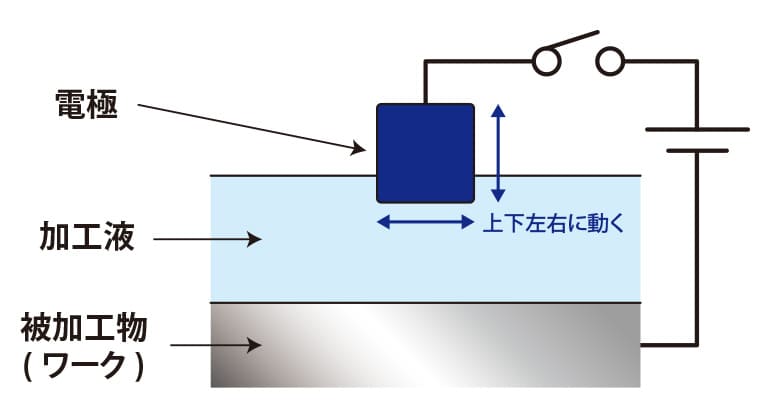
本図は型彫り放電加工をイメージした、基本構成の図です。被加工物(ワーク)は固定されており、電極が上下、左右などに動きます。
放電加工のメカニズム② アーク放電現象
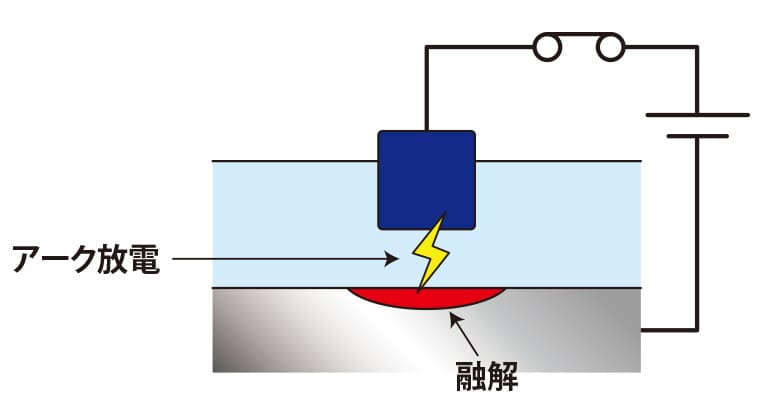
電極がワークに近づき、アーク放電現象が起こります。アーク放電によって発生させた火花は6000度にもなります。また電極とワークの間で、1秒間に1000~10万回の火花を断続的に発生させます。
放電加工のメカニズム③ 電極表面にエネルギーが投入
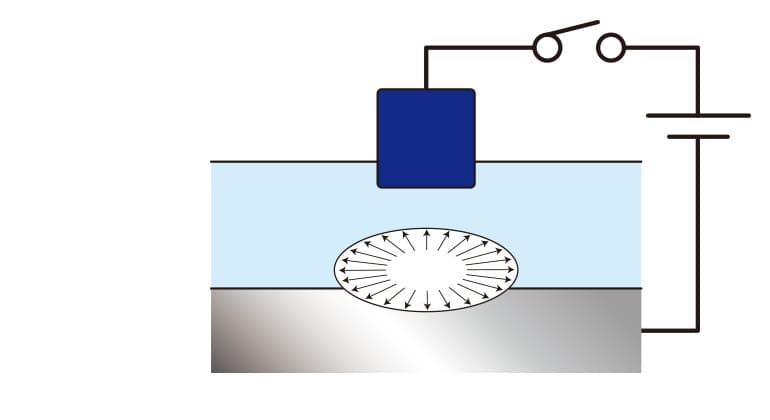
電子やイオンの衝突により、ワーク表面および電極表面にエネルギーが投入され、材料の融点を超えると溶け出します。一部は直接蒸発することもあります。
放電加工のメカニズム④ 加工屑(スラッジ)を除去
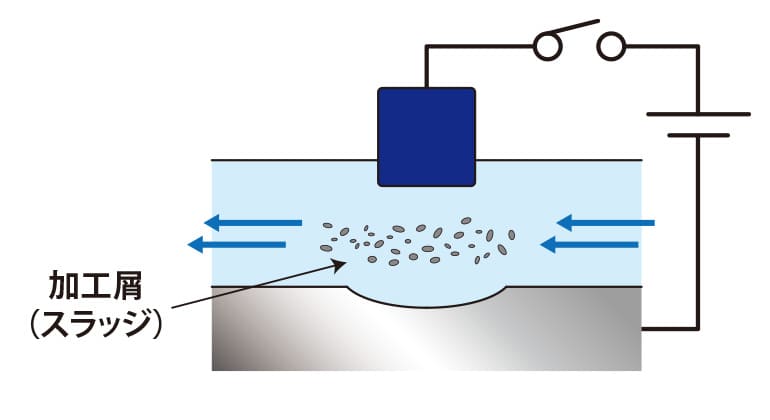
溶融された加工屑(スラッジ)は、加工液の中に飛び散り浮遊します。加工液を循環させることによって、スラッジを除去します。
放電加工のメカニズム⑤ 電極側のダメージとワーク表面の加工変質層
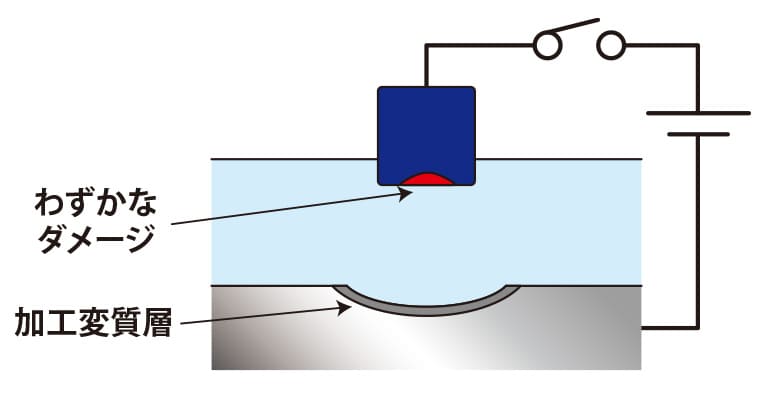
電極側にもわずかなダメージ(消耗)が発生します。
ワークの表面は、局部的な溶融再凝固、引張応力、微細空孔、マイクロクラックなどの多種の理由から加工変質層になります。
『放電加工』基本のまとめ
では今回のまとめです!
- 放電加工とはアーク放電の原理を利用し、電極と被加工物(ワーク)との間に火花を発生させ、その“熱”によって、被加工物を溶かして加工する方法
- 電極と被加工物(ワーク)は、導電性である必要性がある。
具体的な加工機、メリットデメリットなどは、次回以降連載していきます!乞うご期待!!
フォース・ライトニングも放電の一種と思っています(笑)