射出成形における必要型締め力の計算方法。射出成形機サイズを選定する。
射出成形

射出成形機のサイズは型締め力の数値で表されます。この数値は、金型を締め付ける力を示し、成形時に溶融樹脂の圧力に負けず、適切な製品を作るために重要な指標です。必要型締め力を適切に計算し、成形品のサイズや重量、成形機のスペックを総合的に考慮しなければ、不良発生のリスクが高まります。
射出成形機サイズは必要型締め力で選定できる
射出成形機サイズは「〇〇ton」という数値で表記されています。これは、「最大〇〇tonの力で金型を締めることができる」という意味です。射出成形では溶融樹脂を高速高圧で金型に流し込むため、その圧力に負けない力で金型を締めておく必要があります。仮に射出の圧力に負けて金型が開いてしまうと、PL面から樹脂が漏れ出し「バリ」と呼ばれる不良が発生してしまいます。逆に射出の圧力が足りないと溶融樹脂は製品の端末まで流れず不良になります。
つまり、成形品によって適切な射出成形機サイズを選定する必要があります。その必要な金型を締めるための圧力を「必要型締め力」と呼びます。
必要型締め力は下記の計算式で求められます。
投影面積(㎝²)×キャビティ内圧力(kgf/㎝²)÷1000×余力=必要型締め力(tf)
基本的にはこの計算式を使用して射出成形機サイズを選定します。
こちらの記事は、動画でもご覧いただけます。
キャビティ内圧力とは?
射出成形におけるキャビティ内圧力とは、溶融樹脂が金型内のキャビティ(成形品の形を作る空間)に充填される際に発生する圧力のことです。簡潔に説明すると面積あたりにどれだけの圧力がかかるかの数値を指します。
キャビティ内圧は一般的には300~600(kgf/㎝²)の圧力がかかります。数値に幅があるのは樹脂材料によって異なるからです。流動性の良い樹脂ほど低い圧力になり、流動性が悪いほど高い圧力が必要です。
- 【樹脂材料ごとのキャビティ内圧の例】
- ・PP :300~350(kgf/㎝²)
・ABS :400~500(kgf/㎝²)
・PC :500~600(kgf/㎝²)
同じ材料でも製品の形状や用途にもよってもキャビティ内圧に差があります。例えば、機能部品と意匠部品、厚みなど同じ材料でも部品の用途や形状によって内圧の数値は異なります。
- 【部品ごとのキャビティ内圧の例】
- 一般機能部品(ABS):450(kgf/㎝²)
塗装を行う意匠部品(ABS):1000(kgf/㎝²)
余力の必要性
様々なリスクを回避する為には「余力」というのも重要です。
例えば余力を考えずに、幅500㎜/奥行300㎜/高さ70㎜/板厚2㎜のPP(ポリプロピレン)のトレイの必要型締め力を計算する場合、
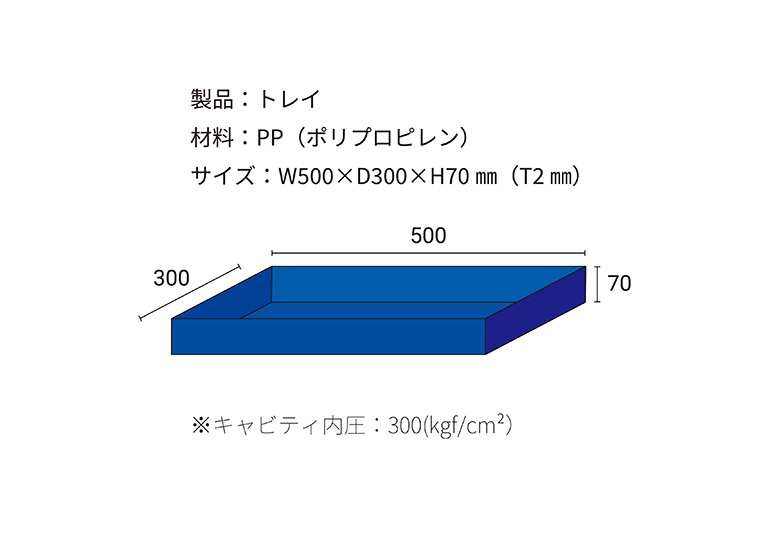
投影面積)50×30=1500㎝²
必要型締め力)1500(㎝²)×300(kgf/㎝²)÷1000=450(tf)
この必要化締め力の計算式では射出成形機は450tonを選択すればいいように思えます。しかし、射出成形では計算式通りにいかないケースも多々ございます。必要型締め力はあくまで参考数値です。450ton以下になる場合もあれば、超える場合もあります。つまり、450ton以上の型締め力が必要になった場合、450tonの成形機のままでは型締め力が足りずに「バリ」などの不良が発生してしまいます。
- 必要型締め力の計算式
- 投影面積(㎝²)×キャビティ内圧力(kgf/㎝²)÷1000×余力=必要型締め力(tf)
- 成形品 :トレイ
- 樹脂材料:PP
- サイズ :幅500㎜/奥行300㎜/高さ70㎜/板厚2㎜
必要型締め力)1500(㎝²)×300(kgf/㎝²)÷1000×1.3(余力)=585(tf)
よって、必要型締め力に対して余力をどれだけ見越しておけるがポイントになります。形状や使用する樹脂材料にもよるので、この判断には経験値も必要です。余力は「1.2~1.3倍」ほどが推奨のため、今回のケースでは余力まで計算すると必要型締め力が585(tf)となり、選択する成形機サイズは650tonになります。
これは、金型メーカーによっても余力の数値が違い、相見積もりなどを行うとメーカーによって成形機サイズが異なるのはこれが理由のケースがあります。
もちろん小さい成形機の方がコストが安くなる傾向ですが、安さだけで決めてしまうとリスクを背負う必要があるので注意が必要です。
射出成形機サイズを選定する際の注意点
細長い・外寸が大きい成形品
必要型締め力の計算では「投影面積」と「キャビティ内圧力」の数値をベースに計算することは理解できたと思いますが、それぞれの射出成形機には取り付け可能な金型サイズに限界があります。
例えば、長さ1000㎜/幅120㎜/高さ100㎜/板厚2㎜のPP(ポリプロピレン)の箱を成形する場合、
投影面積)100×12=1200㎝²
必要型締め力)1200(㎝²)×300(kgf/㎝²)÷1000×1.2=432(tf)
432tonの型締め力が必要だと計算されるので、射出成形機サイズは450tonを選定するように考えられますが、成形機の仕様次第では成形ができないケースがあります。
射出成形ではダイプレートの内側に成形品をレイアウトする必要があります。ダイプレートの最大サイズより大きい成形品を成形する場合は、射出成形機サイズをランクアップして成形機を選択する必要があります。
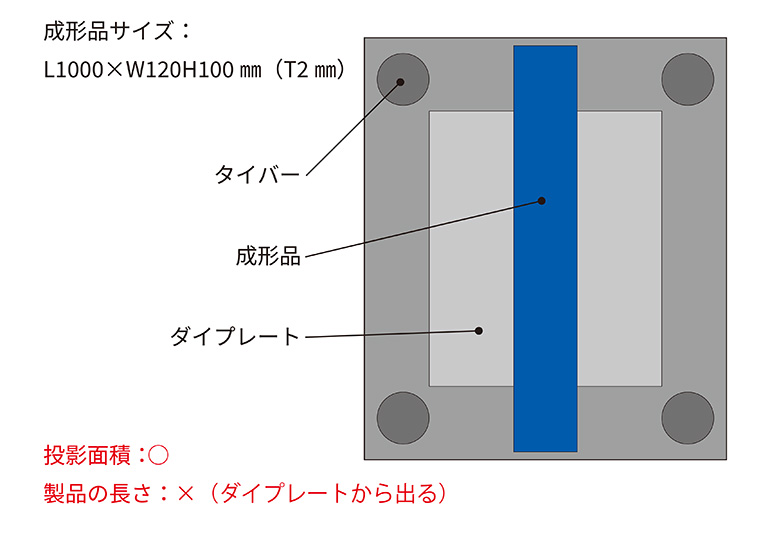
同じように投影面に穴や開口の多い成形品では外寸のわりに必要型締め力が少ないので製品の外寸も考慮して射出成形機サイズを選択する必要があります。
深物・製品重量の重い成形品
他にも投影面積だけでは考慮されていないポイントが他にもあります。それは成形品の「深さ」と「重量」です。
- 成形機のスペック例
- デーライト:1,800 最大型厚:1,000 射出容量:1,730g
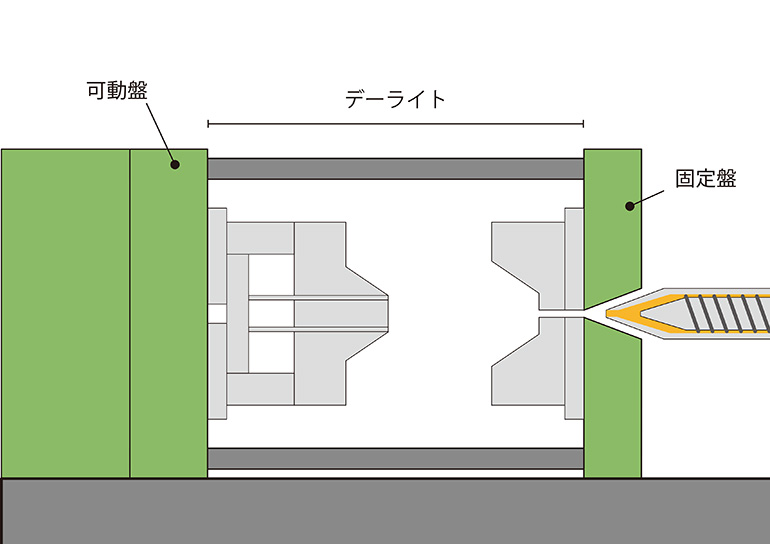
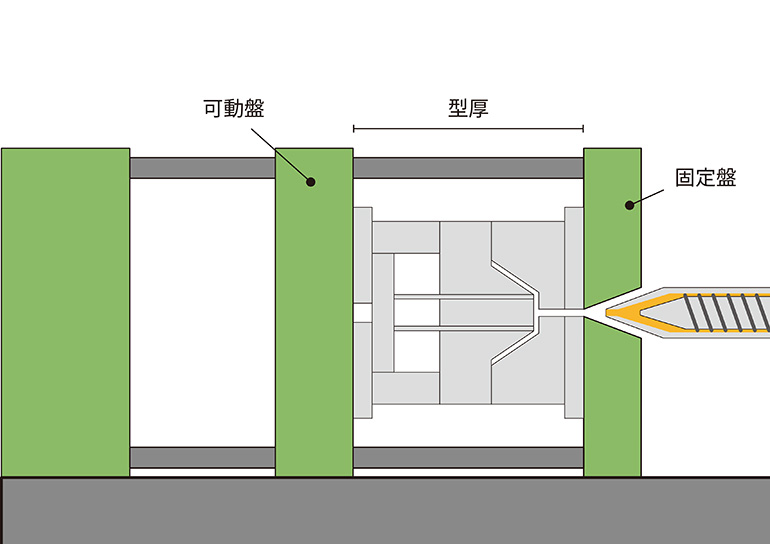
成形品の深さは「デーライト」と「型厚」に影響します。射出金型は高い圧力に耐える為に金型を厚くする必要があります。いかに鉄で作られた金型でも何百トンの圧がかかるので、金型の厚みが薄いと圧に負けてしまうため、圧力に負けないだけの型厚を確保した金型を作る必要があります。よって、深さのある製品は最大型厚次第で射出成形機のランクアップをする必要があります。
「成形品の深さ<デーライト-型厚」になっているか確認する。
また、製品重量によっては同様に射出成形機のランクアップの可能性があります。大量生産を目的とする射出成形では最大60%程度の射出容量で成形するのが一般的です。つまり今回の例の成形機では、
1,730g×60%=1,038g(PS材を使用した場合)
上記が量産の際の最大射出容量になるため、製品重量にも注意が必要です。
「射出容量=スクリュー内に入る材料の量」を指します。スクリューでは、先端に向かって順に樹脂材料を溶融するため、100%すべてを射出することはできません。そのため、射出容量の60%以内で成形することが推奨されています。
まとめ
射出成形機のサイズ選定には「必要型締め力」が重要であり、これは投影面積とキャビティ内圧力をもとに計算できます。一般的なキャビティ内圧力は樹脂材料ごとに異なり、PPは300~350kgf/㎝²、ABSは400~500kgf/㎝²、PCは500~600kgf/㎝²となります。
しかし、単に必要型締め力だけで成形機を決めるのではなく、以下の要素も考慮する必要があります。
・成形品の外寸:ダイプレートの寸法を超える場合は、成形機のランクアップが必要。
・深さや重量:深さ方向のある成形品や重量の重い成形品の場合は、適切な成形機の選定が求められる。
・圧力の余力:計算上の必要型締め力だけでなく、不良リスクを考慮して余力を確保することが重要。
成形機のコストを抑えようと小さいサイズを選ぶと、不良発生や生産トラブルの原因になりかねません。適切なサイズ選定には、経験値や成形機メーカーの見解も重要となるため、慎重に検討しましょう。