図面における『穴』の表記方法を解説│ざぐり穴の意味や、穴の加工指示まで【製図基礎講座 #4】
プラスチック
部品の設計では、穴は欠かせない形状要素のひとつです。ボルトやねじを固定するための穴、位置を決めるための穴、配線を通すための穴など、機能や目的はさまざまです。図面上でこれらの穴を正確に表現するためには、JIS規格に基づいた表記方法を理解することが求められます。穴の表記を正しく読み書きできるようになることは、製品設計・加工において非常に重要なスキルです。
本記事では、図面における穴の基本的な考え方からざぐり穴の表記ルール、また穴の加工指示まで解説します。
図面における「穴」とは?基本の考え方

穴とは、部品に対して加工や鋳造によってあけられた中空の形状を指します。穴は単なる「あいている箇所」ではなく、それぞれに明確な機能と目的があります。
図面では、穴がどのような加工方法で作られるべきか、どのような寸法で仕上げるべきかを明確に指示しなければなりません。穴の表記が不正確だと、加工現場での誤解やトラブルの原因になります。
穴の種類(貫通穴・止まり穴 )とその違い
穴は大きく分けて「貫通穴」と「止まり穴」の2種類があり、それぞれ特徴と図面での表記方法が異なります。
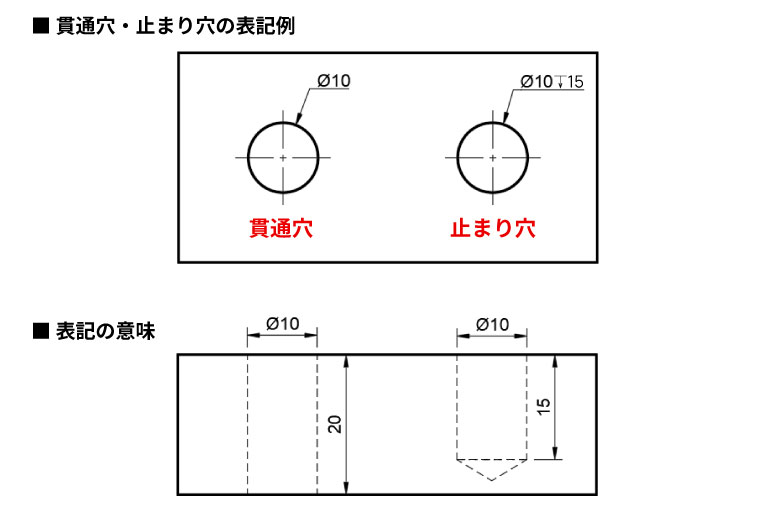
貫通穴は、部材を完全に貫通する穴であり、主にボルトやシャフトを通す目的で設計されます。図面では、直径(φ)のみを指示し、「貫通」と明記するか、深さの指示を省略することで表現します。
一方、止まり穴は部材の途中で終わる穴で、ねじ穴として利用されることが多く、特定の深さで部品を固定する際に用いられます。止まり穴を図面に表記する際は、直径(φ)に加えて、深さ記号(↧)と具体的な深さの数値を明記する必要があります。
穴の表記で使用する寸法補助記号と表記方法
図面において穴表記でよく使われる寸法補助記号をまとめると以下のとおりです。
| 記号 | 意味 | 読み方 |
| φ | 直径 | ふぁい、まる |
| ↧ | 穴の深さ | あなふかさ |
| ⌴ | ざぐり、深ざぐり | ざぐり、ふかざぐり |
| ⌵ | 皿ざぐり | さらざぐり |
図面上で穴を表現するためには、「直径」と「深さ」という2つの要素が基本となります。
直径は、穴の直径の大きさを示す寸法で、記号「φ」を数値の前に付けて表記します。深さは、穴の底部までの長さを示す寸法で、止まり穴に対して必ず指定します。貫通穴の場合は、深さの記入は不要です。
表記方法は以下のようになります。
φ 直径寸法 ↧ 深さ寸法
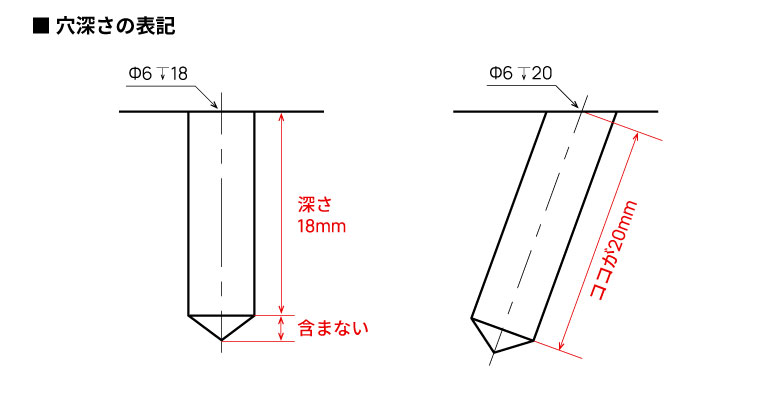
たとえば、直径6mm深さ18mmの止まり穴であれば「φ6↧18」のように記入します。
なお、ドリル加工による穴の場合は、穴の深さはドリルの先端部(円錐部)を含みません。穴の深さを指示する際は、この円錐部分を除いた円筒部分の長さを記入することが原則です。
複数穴の簡略表示(穴数 × 穴径)
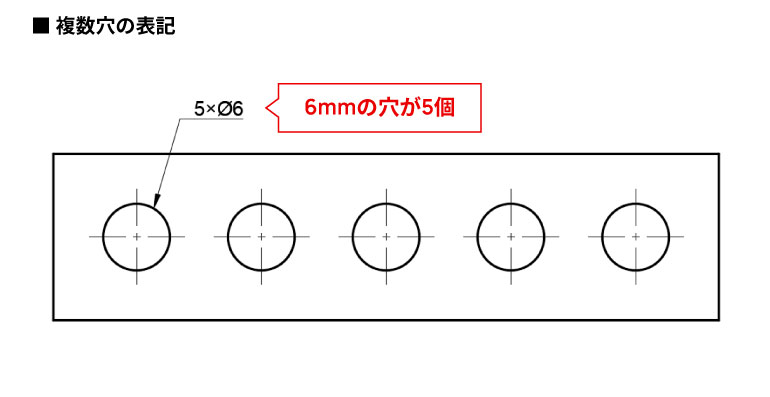
同じ寸法・形状の穴が複数ある場合、すべての穴に個別の寸法を記入するのは非効率です。JIS規格では、一つの線上または円上に配置される同一寸法の穴群については、穴から引出線を引き出して「穴数 × 穴径」の形式で一括表記することが認められています。例えば、直径6mmの穴が5個ある場合は「5×φ6」と記入します。
また、同一間隔で多数の穴が連続する場合は「穴ピッチ数 × 間隔(=総距離)」のように両端の穴中心間の等分数と一区間の間隔を明記すると、加工者にとってさらにわかりやすい図面になります。例えば、10mmの穴が20mm間隔で30個ある場合は、「29×20(=580)」と記入します。
ざぐり穴とは?深ざぐり・皿ざぐりの違い
ざぐりとは
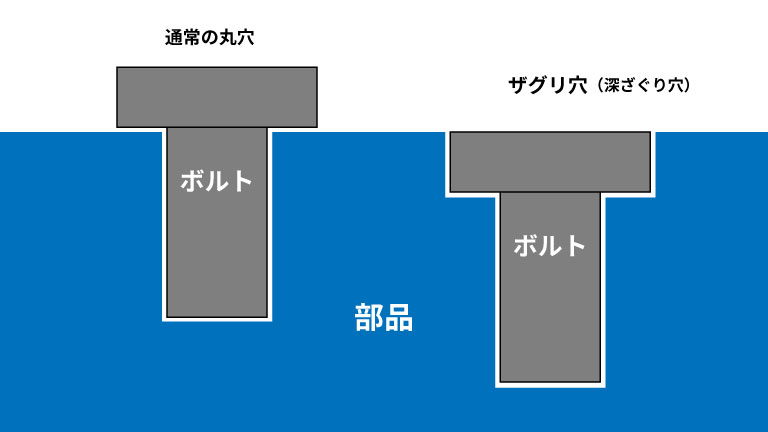
ざぐりとは、穴の周囲の面を一定の形状・深さで削り取る加工のことです。主な目的はボルトやねじの頭部を部品表面に埋め込み、平面を確保することにあります。この加工により、部品の突起をなくし、他の部品との干渉を防ぐことが可能です。
主にざぐりは「ざぐり(深ざぐり)」「皿ざぐり」の2種類に分けられ、それぞれ異なる記号と表記方法が使われます。
ざぐり穴(深ざぐり穴)の表記方法
ざぐり穴にはボルトやナットの座面が当たる部分を平らに仕上げる目的と、ボルトなどの頭部を部品内部に完全に収める目的があります(深ざぐり)。ざぐり穴の記号は「⌴」で表します。
ざぐり穴の表記方法は以下のようになります。
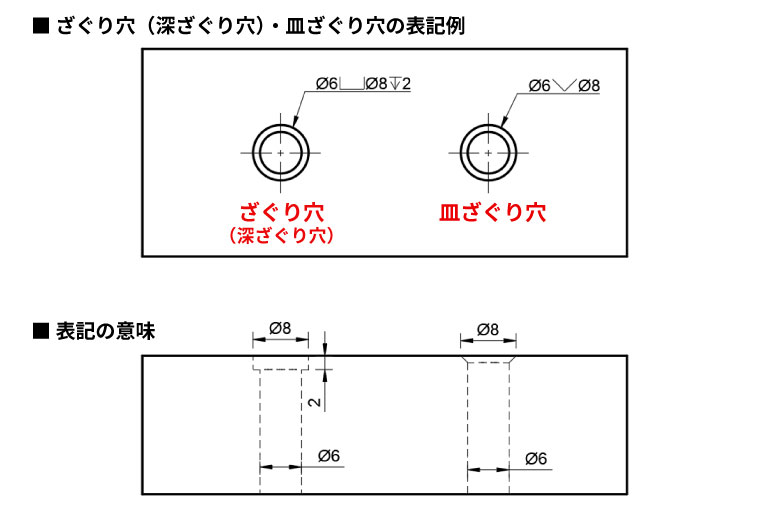
φ 穴の直径寸法 ⌴ φ ざぐり穴の直径寸法 ↧ ざぐり深さ寸法
例えば、直径6mmの貫通穴に直径8mmで深さ2mmのざぐりを指示する場合は「φ6⌴φ8↧2」のように記入します。
皿ざぐり穴の表記方法
皿ざぐりとは、皿ねじの頭部を部品表面と面一に収めるために設ける、円錐形状のざぐり穴のことです。ざぐりが平底の円筒形に穴を広げるのに対し、皿ざぐりはテーパー形状に削る点が大きな違いです。皿ざぐりの記号は「⌵」で表します。開き角度は使用する皿ねじの頭部角度に合わせて指示しますが、一般的なメートル皿ねじでは90°が標準です。
皿ざぐり穴の表記方法は以下のようになります。
φ 穴の直径寸法 ⌵ φ 皿ざぐり穴の直径
例えば、直径6mmの貫通穴に直径8mmの皿ざぐり穴を指示する場合は「φ6⌵φ8」のように記入します。また、開き角度を指定したい場合には、例えば60°であれば「φ6⌵φ8×60°」記入します。
穴の加工方法を表記する場合
図面を描く際、穴の形状寸法だけでなく、どのような加工方法で穴をあけるかを図面上に指示することがあります。加工方法の区別が必要な場合は、穴寸法の直後に加工方法を示す用語または記号を記載します。JIS規格では以下の加工方法について「簡略表示」が認められています。
また、通常の図面では、穴の直径を示すために寸法補助記号「φ」を使用します。一方で、簡略表示を用いる場合は「φ」は省略してよいと定められています。
| 加工方法 | 簡略表示 | 簡略表示(記号) |
| 鋳放し | イヌキ | ー |
| プレス抜き | 打ヌキ | PPB |
| きりもみ | キリ | D |
| リーマ仕上げ | リーマ | DR |
穴の加工方法の種類と図面表記
JIS規格では「鋳抜き穴・打抜き穴・キリ穴・リーマ穴」の場合、簡略表示で指示できると定められており、それぞれ穴の特徴や加工方法、図面への表記方法が異なります。
鋳抜き穴
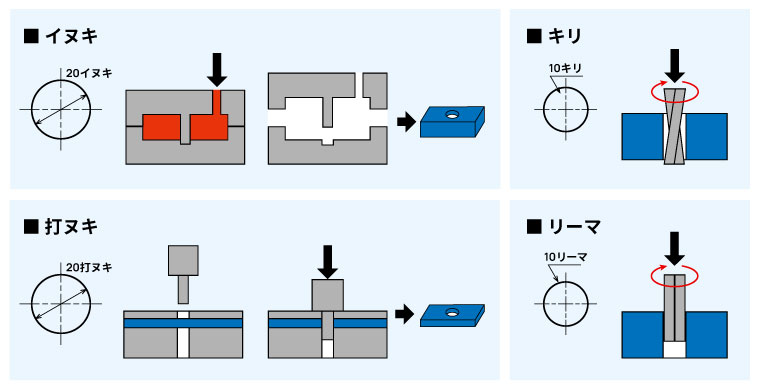
鋳抜き穴とは、鋳造工程において鋳型の形状によって作られる穴のことです。図面上では「イヌキ」と記入して表記します。例えば、20mmの穴であれば「φ20イヌキ」となります。
鋳抜き穴は鋳造品に対して使用されるため、後加工なしの粗い面精度になることが前提です。設計上で高い寸法精度を求める場合は、後加工を別途指示する必要があります。また、鋳造品の場合は抜き勾配が必要になることもあるため、設計段階でその考慮が求められます。
打抜き穴

打抜き穴とは、プレス加工によって板材を打ち抜いて作る穴のことです。主に、板金部品などの穴あけでよく使われる加工方法です。図面上では「打ヌキ」と記入して表記します。例えば20mmの穴であれば「φ20打ヌキ」となります。
> プレス加工の基礎から応用まで徹底解説!プレス加工品が生まれる全工程とそのメリットとは?
キリ穴

キリ穴とは、ドリル工具を使って加工する穴のことです。「φ10」と「10キリ」は一見同じ意味に思えますが、「φ10」は加工後の仕上がり穴径が10mmであることを示し、「10キリ」はドリルの直径が10mmであることを示します。
表記方法は、加工をするドリルの直径の後に「キリ」または加工方法記号「D」を続けて記入します。例えば10mmのドリルの直径であれば「10キリ」または「10D」と表記します。
リーマ穴
リーマ穴とは、ドリルなどであらかじめ加工された穴を、リーマという精密工具を使って仕上げた、寸法精度の高い穴のことです。
表記方法は、加工をするリーマの直径の後に「リーマ」または加工方法記号「DR」を続けて記入します。例えば10mmのリーマで加工する穴であれば「10リーマ」または「10DR」と表記します。
まとめ
図面における穴の表記は、一見シンプルに見えても覚えるべきルールが多数あります。穴の種類によって、寸法補助記号(φ・↧・⌴・⌵)を正しく使い分けることや、加工方法を指示する場合は、「イヌキ・打ヌキ・キリ・リーマ」の簡略表示を使うことで、設計意図が正確に伝わります。図面を読む場面でも書く場面でも、正確な穴の表記ができるよう少しずつスキルを積み上げていきましょう。
㈱関東製作所は、金型製作・樹脂成形を主軸とするものづくり企業として、設計から製造までを一貫して手がけています。その現場経験を活かした「製図基礎講座シリーズ」では、設計初心者の方でもすぐに実践で使えるよう、製図の基礎知識をわかりやすく解説しています。他の記事もぜひ参考にしてみてください。
> 投影法や三面図など基本的な図面の見方を解説 【製図基礎講座 #1】
> 図面における『線』の使い分け│線の太さ・種類・用途を解説 【製図基礎講座 #2】
> 図面の寸法記入ルール│寸法補助記号や記入法の正しい使い方を解説【製図基礎講座 #3】
