ブロー金型のメンテナンス不足が招くリスクと対処法
ブロー成形・金型

「最近、成形品にシワが増えてきた」
「金型を何年も使っているが、どのくらいの頻度でメンテナンスをすればいいか分からない」——
そんな悩みを抱えていませんか?
ブロー金型は数万ショット以上の成形に耐えられる金型ですが、何もしなければ確実に劣化が進みます。ガス抜き穴の詰まり、パーティングライン(PL)の摩耗、配管の錆など、放置すれば成形不良や金型破損という深刻なトラブルにつながります。
本記事では、ブロー金型のメンテナンス内容・頻度の目安・具体的な対処方法を、実例をもとにわかりやすく解説します。自社の管理方法を見直すための参考としてご活用ください。
目次
手遅れになる前に!ブロー金型メンテナンスの必要性

ブロー金型は丁寧に扱っていても、使い続ける限り劣化は避けられません。定期的なメンテナンスは、金型を長く安定して使うための必須条件です。
数万ショットでも劣化する——経年劣化の現実
ブロー金型は量産を重ねるうちに、目に見えない形で少しずつ消耗していきます。成形のたびに70〜200トン程度の型締め圧力が繰り返しかかるため、パーティングライン(PL)やガイドブロックは少しずつ摩耗していくのです。
また、成形時に発生する樹脂ヤニやカスが金型内部に蓄積されることで、ガス穴の詰まりや配管の閉塞が起こります。水冷配管内には錆の成分が堆積し、油圧シリンダーも熱や埃の影響で動作が悪化していきます。
こうした変化は一度に起こるのではなく、長期間にわたって少しずつ進行するため、気づいた時には深刻な状態になっていることも珍しくありません。
メンテナンス不足が招く成形不良と金型破損のリスク
メンテナンスを怠ると、以下のようなトラブルが発生します。
● 成形不良の多発:ガス穴の詰まりによるシワ・折れ肉、PLの摩耗によるグイチ(段差)など
● 金型の重大損傷:ガイドピンの折れ、シリンダー破損、配管の亀裂など
● 生産停止リスク:突発的な金型トラブルによる計画外の生産停止
● 修理費用の増大:軽微なうちに対処すれば安価に済む修理が、放置により大規模修繕に発展
「あと少しだから」「今月は生産量が少ないから」と先送りにすることが、最終的に修復不能な状態や重大事故につながる危険性があります。ブロー金型は新規製作に多大なコストと期間がかかるため、適切な維持管理が非常に重要です。
【関連記事】
>ブロー成形の成形不良『折れ肉』とは? 発生しやすい金型条件と不良対策を知る
ブロー金型で多いメンテナンス内容
ブロー金型で特に多いメンテナンス項目は3つです。それぞれの現象と対処方法を確認しておきましょう。
①ガス抜き穴・バキュームの詰まり
量産開始から数年が経過すると、今まで問題のなかった箇所にシワや折れ肉などの成形不良が発生することがあります。こうした場合、ガス抜き穴(ガス穴)が樹脂カスによって詰まり、成形時にエアー溜まりが生じていることが多いです。
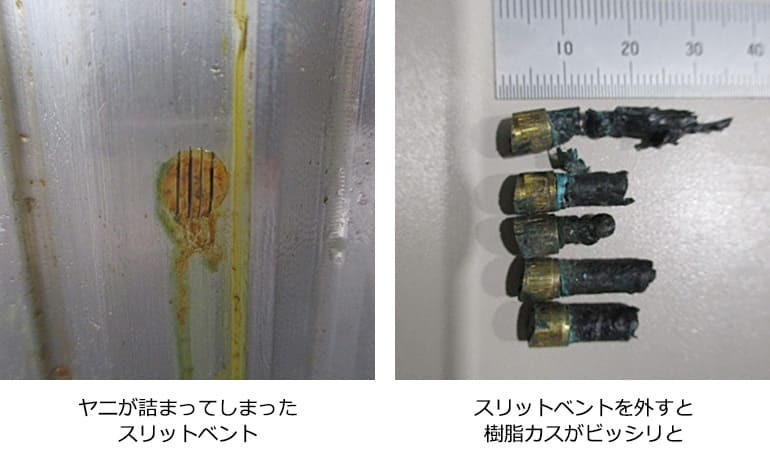
対策としては、まず手作業でガス穴の詰まりを除去し、付帯部品を外したうえで薬剤によって樹脂カスを洗浄します。状態によってはベントの交換やバキュームのシリコン再塗布を行うことで、安定したガス抜きが可能になります。
②パーティングライン(PL)とコッターの摩耗・損傷
成形時にPLの切れが悪くなってきた場合、PLやコッターが潰れていたり、ガイドブロックに損傷が生じているサインです。ブロー金型では70〜200トンという大きな型締め圧力が繰り返しかかるため、PLやガイドブロックは摩耗しやすい部位のひとつです。
この状態を放置すると、型が真っ直ぐ閉まらなくなり、成形品にグイチ(段差)が生じたり、最悪の場合はガイドピンがブッシュ内で折れてしまう事故につながります。
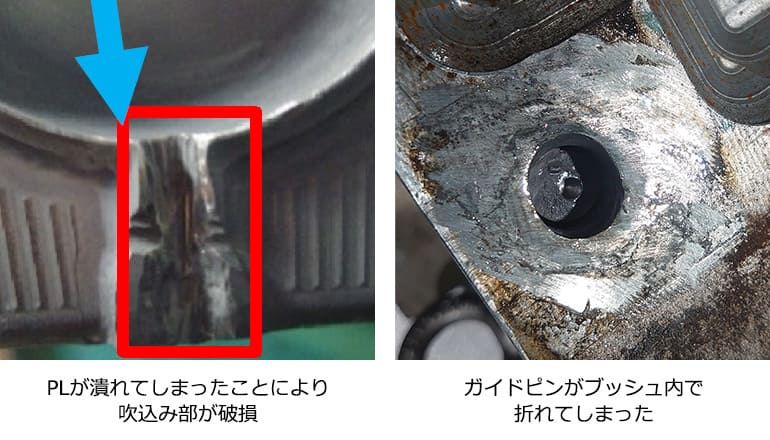
対処法としては、PLを溶接して再加工・擦り合わせを行い、PLの切れを回復させます。損傷が進んでいる場合は、ガイドブロックやガイドピンの交換まで行うことで、安全な金型の開閉が可能になります。
③金型本体の錆・シリンダー・配管の劣化
金型を数年間使い続けると、シリンダーや水冷配管などの付帯部品にも不具合が現れ始めます。水冷パイプには金型内部から流れ出た錆成分が付着・堆積し、冷却効率の低下や詰まりの原因となります。
また、熱や埃の影響でシリンダーの摺動が悪化することもあります。

さらに、金型の保管環境も重要です。防錆油を塗布せずに放置すると錆が発生し、紫外線や高温にさらされると配管にひび割れが生じる場合もあります。

対処法としては、汚れはクリーニングで除去し、配管のひび割れは交換で対応します。金型本体に錆が発生した場合は、サンドブラストで錆を除去したうえで防錆処理を施します。
ブロー金型のメンテナンス頻度の目安
では、実際に「どのくらいの頻度でメンテナンスすべきか」は、生産技術担当者が最も悩むポイントのひとつです。頻度の目安を3段階に分けて整理します。
日常点検・定期点検・オーバーホールの3段階管理
ブロー金型のメンテナンスは、日常点検・定期点検・オーバーホールの3段階で管理するのが一般的です。
| 区分 | 頻度の目安 | 主な内容 |
| 日常点検 | 成形のたびに (始業・終業時) |
外観確認、樹脂カス・ヤニの除去、冷却水・エアー圧の確認 |
| 定期点検 | 月1回〜四半期に1回程度 | ガス穴・バキューム清掃、PLの状態確認、シリンダー動作確認、防錆油塗布 |
| オーバーホール | 年1回〜数年に1回 (ショット数に応じて) |
全分解・洗浄、PL再加工、摩耗部品交換、水冷配管全交換 |
日常点検は生産ラインの担当者が行う簡易チェックですが、定期点検・オーバーホールは金型の知識を持つ専門担当者や外部業者と連携して実施することが望ましいです。
- オーバーホール
- 金型を完全に分解し、すべての部品を点検・洗浄・交換・再調整したうえで組み直す、総合的なメンテナンス作業のこと。日常点検や定期点検では対応しきれない深部の劣化や摩耗をリセットし、金型を初期状態に近い性能まで回復させることを目的としている。
ショット数を基準にしたメンテナンスタイミング
頻度の管理には「カレンダー管理」と「ショット数管理」の2つのアプローチがあります。生産量が変動しやすい現場では、ショット数を基準にした管理が実態に即しています。
| ショット数の目安 | 推奨メンテナンス内容 |
| 〜1万ショット | 日常清掃・ガス穴の簡易確認 |
| 1万〜5万ショット | 定期点検(PL確認・シリンダー潤滑・配管確認) |
| 5万〜10万ショット | 詳細点検・摩耗部品の補修または交換 |
| 10万ショット以上 | オーバーホール検討(分解・全面再整備) |
ただし、これはあくまで目安です。使用する樹脂の種類や成形条件、保管環境によって劣化の速さは大きく変わります。異常を早期に察知するためにも、日常点検での「いつもと違う」という感覚を大切にする現場力が重要です。
ブロー金型のメンテナンス方法と対処手順
ここでは、ブロー金型の主なメンテナンス作業の方法と手順を解説します。各作業の目的と注意点を押さえることで、現場での対応精度が向上します。
清掃(樹脂ヤニ・カス除去)
成形ごとに少しずつ蓄積する樹脂ヤニやカスは、放置すると成形不良の原因になります。清掃は最も基本的かつ重要なメンテナンス作業です。
● 金型面の清掃:専用クリーナーや布を使い、成形面に付着した樹脂カスを除去する
● ガス穴の清掃:細いドリルや針を使って詰まりを丁寧に取り除く(損傷に注意)
● 付帯部品周辺:バキューム周辺のシリコンや配管周りも合わせて清掃する
清掃時は金型面を傷つけないよう、材質に合った清掃用具を選ぶことが重要です。金型に直接スチールブラシを当てると細かなキズが入り、後の成形品の外観に影響することもあります。
グリスアップ・潤滑管理
ガイドピンやガイドブロックなどの可動部は、適切な潤滑管理がなければ摩耗が急速に進みます。グリスアップは定期点検のたびに必ず実施すべき作業です。
● 潤滑箇所:ガイドピン・ガイドブロック・スライドコア・シリンダーの摺動部
● グリスの種類:高温・高圧に耐えるブロー成形専用または耐熱グリスを使用する
● 注意点:グリスの塗りすぎは成形面への付着原因になるため、適量を意識する
潤滑不足による異音や動作の重さは、金型トラブルの初期サインです。こうした変化を日常点検で見逃さないことが、大きなトラブルの予防につながります。
PL溶接・再加工と擦り合わせ

PLが摩耗・損傷してきた場合は、溶接による肉盛りと再加工が必要です。専門技術が必要な作業であり、設備管理者が社内で対応するのが難しいケースも多くあります。
● 工程①:摩耗部位の溶接(TIG溶接などで肉盛りを行う)
● 工程②:切削・研削加工(元の寸法に仕上げる)
● 工程③:擦り合わせ(相手側の金型と合わせて密着性を確認する)
PL再加工は金型精度に直結するため、経験のある技術者または金型専門業者への依頼を検討することをおすすめします。加工精度が不十分だと、再加工後も成形不良が続くことになります。
配管洗浄・防錆処理・部品交換
水冷配管や油圧配管のメンテナンスは、見落とされがちですが金型の冷却性能と寿命に直結します。
● 配管洗浄:スケール除去剤を使って内部の錆・堆積物を洗浄する
● 防錆処理:長期保管前には金型全体に防錆油を塗布し、乾燥した環境で保管する
● 部品交換:ひび割れた配管・劣化したパッキン・損傷したシリンダーは早期交換が原則
特に、成形シーズンオフや長期停止前のメンテナンスは重要です。次の量産立ち上げで即座に安定した成形ができるかどうかは、停止前のケアにかかっています。
定期メンテナンスがコストダウンにつながる理由
「メンテナンスにコストをかけるのはもったいない」という声を聞くことがあります。しかし実際には、定期的なメンテナンスこそが長期的なコスト削減につながります。
ブロー金型は新規製作に数百万円規模の費用がかかることも珍しくありません。それに対して、日常清掃や定期点検にかかるコストはごくわずかです。軽微な損傷であれば補修費用も安く、短納期での対応が可能です。
一方でメンテナンスを後回しにした結果、金型が修復不能な状態に陥れば、新規金型の製作コストと生産停止による機会損失が一気に発生します。不良品の発生が増えれば材料ロスも積み重なっていきます。
「壊れてから直す」ではなく「壊れる前に整える」という予防保全の考え方が、トータルコストを大幅に抑える鍵です。特に、量産再開前や成形スケジュールに余裕がある時期を活用してメンテナンスを行うことで、緊急対応のコストやリスクを大きく減らすことができます。
まとめ
これまで説明してきたように、ブロー金型のメンテナンスには下記のポイントがあります。
● ブロー金型は経年劣化が避けられず、定期的なメンテナンスなしでは長期運用はできない
● 特に多い点検項目は「ガス抜き穴の詰まり」「PLとコッターの損傷」「錆・配管の劣化」の3つ
● メンテナンスは日常点検・定期点検・オーバーホールの3段階で管理することが基本
● ショット数を基準にしたタイミング管理が、生産量変動の激しい現場では有効
● 清掃・潤滑・PL再加工・配管洗浄など、各作業の目的と手順を理解して対応する
● 定期メンテナンスはコストではなく、長期的なコストダウンへの投資である
自社の管理サイクルを今一度見直し、「今どの段階のメンテナンスが必要か」を具体的に確認することをおすすめします。 少しでも気になる箇所があれば、軽微なうちに専門業者への相談・対応を検討しましょう。
自社型・他社型問わずメンテナンス可能な関東製作所
関東製作所は、60年以上にわたりブロー金型の設計・製作に携わってきました。
長年の実績から蓄積された知見と技術力で、自社で製造した金型だけでなく、他社が製造した金型のメンテナンス・修理にも対応しています。
「どこで作った金型か分からない」「図面やデータが残っていない」といったケースでも、60年超の経験に裏付けられた診断力でお客様の金型の状態を正確に把握し、最適な対処を致します。
ブロー金型のメンテナンス・修理に関するお困りごとは、関東製作所までお問い合わせください。
