6軸加工機『MCC-VG2013』と『KRT-11WA』の併用 大型ブロー成形金型の加工を最大限に効率化!
ブロー成形・金型
前回までの記事で関東製作所 関工場では、大型ブロー成型金型に対して強みがあるというお話をしてきました。『面削』『ガンドリル』は金型製作においてあくまで前工程であり、『NC加工』でこそ本領を発揮します。
では具体的にどのくらいの大きさの金型を、どのようにして短納期・低コストを実現しているかをお話し致します。
[参考記事]
> 大型の『ブロー成形金型』製造の短納期・低コストを可能に! 自社工場内で『面削』できる強みを紹介
> ミロク機械社製ガンドリルを2機配備 『大型ブロー成形金型』の製造に最適化された環境
目次
過去最大級のブロー成型金型の加工事例
私の経験上での最大のワークサイズだったブロー成型金型を2つ紹介します。
①フロート(水の上に浮かべる大きな土台のような物)
ワークサイズ 1820×1680×140
②角フリューム(プラスチック製のU字溝のような物)
ワークサイズ 2570×1340×440 (形状の深さ370)
この2つの金型の加工では当社が所有する、牧野フライス製作所『MCC-VG2013』が大活躍します。2つの事例紹介の前にまずは『MCC-VG2013』の特徴をお話しします。
基本的な可動範囲は X:2000 Y:1300 Z:1300。フロートと角フリュームのワークサイズを下回ります。しかし、『MCC-VG2013』を柔軟に活用することで、この金型を段取り替えすることなく加工を行います。
牧野フライス製作所『MCC-VG2013』の大きな特徴

この加工機の特徴は大きく2つあります。
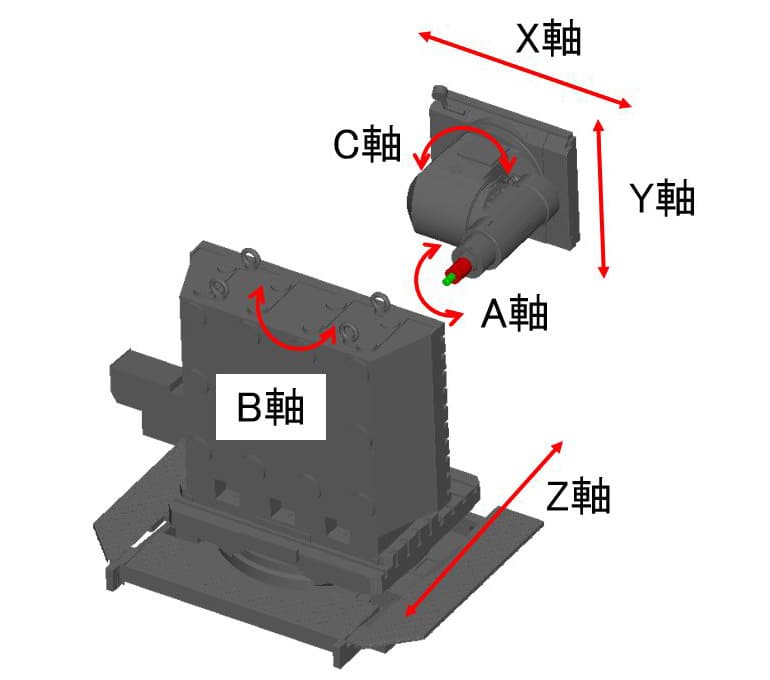
【特徴1】XYZ軸 + A軸、B軸、C軸の6軸加工機
MCC-VG2013はXYZ軸に加え、A軸、B軸、C軸の6軸加工機という事です。私の経験上A軸、B軸、C軸を搭載した加工機はこのMCC-VG2013だけです。牧野フライス製作所様によると、A軸、C軸はヘッドの剛性を重視させた仕様になっており、そのピッチは『1°刻み』になっています。これでは任意の角度に主軸を傾ける事ができません。
そこで0.001°ピッチのB軸と組み合わせる事で任意の角度に合わせる、という仕様です。
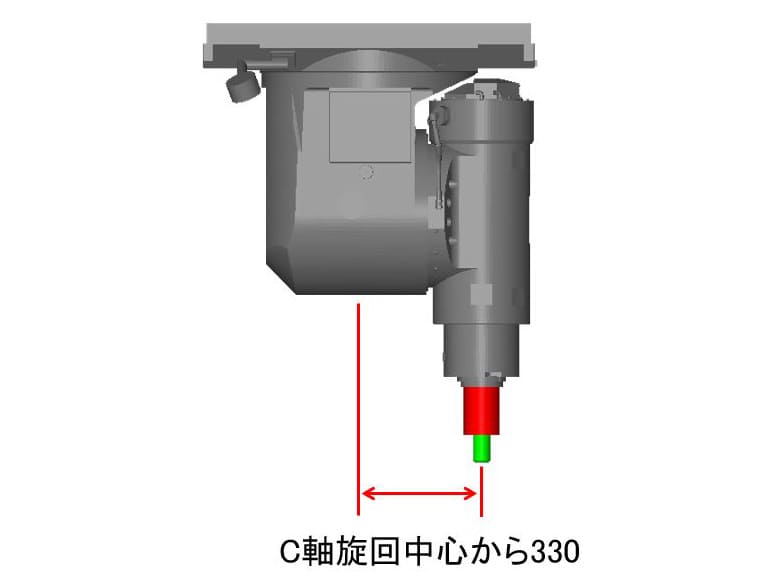
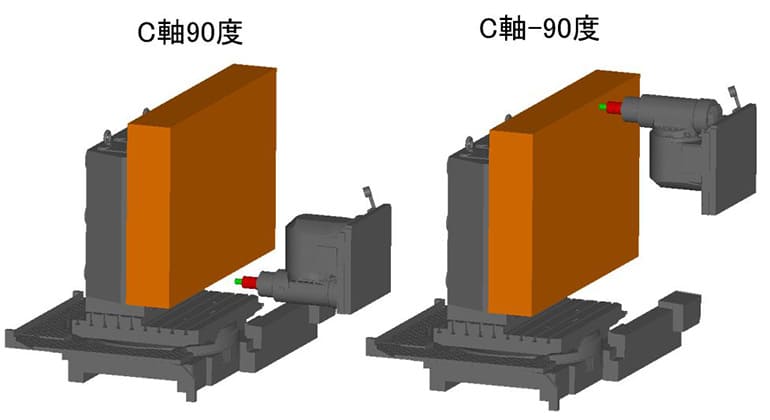
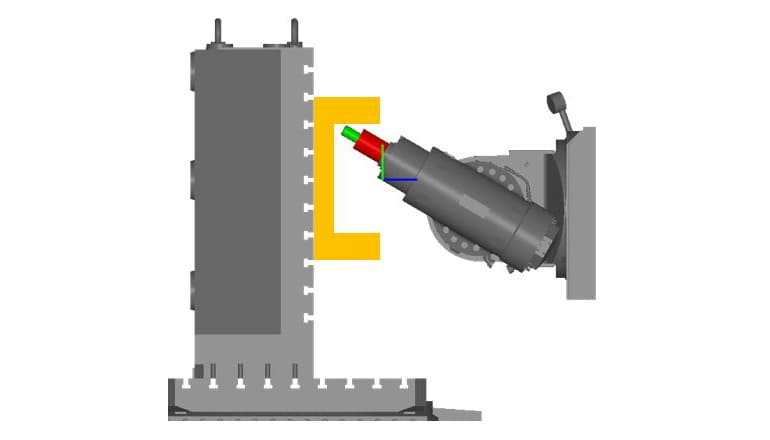
【特徴2】C軸旋回中心から330離れた主軸中心
一般的な加工機ではC軸の旋回中心と、主軸中心は同軸上にあります。
牧野フライス製作所様によると、MCC-VG2013は主軸を最適角度に傾斜させてから加工を行うコンセプトで設計されています。そのため干渉を避けるように大きなヘッドの側面にコンパクトな主軸が付いているイメージになっています。
牧野フライス製作所『MCC-VG2013』の6軸加工機の大きなメリット
この特殊な6軸加工機のメリットは大きく2つあります。
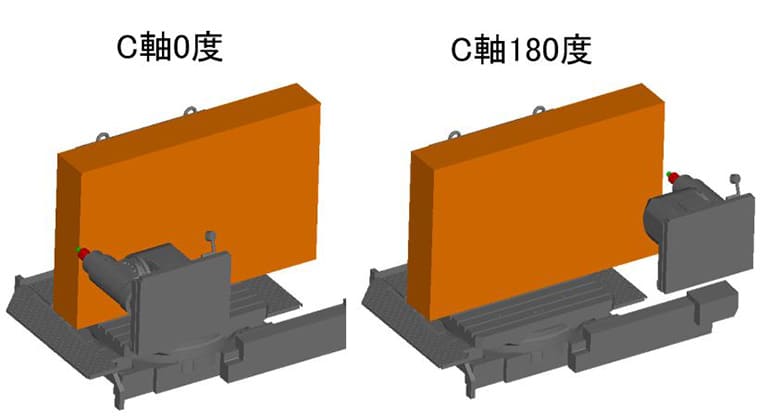
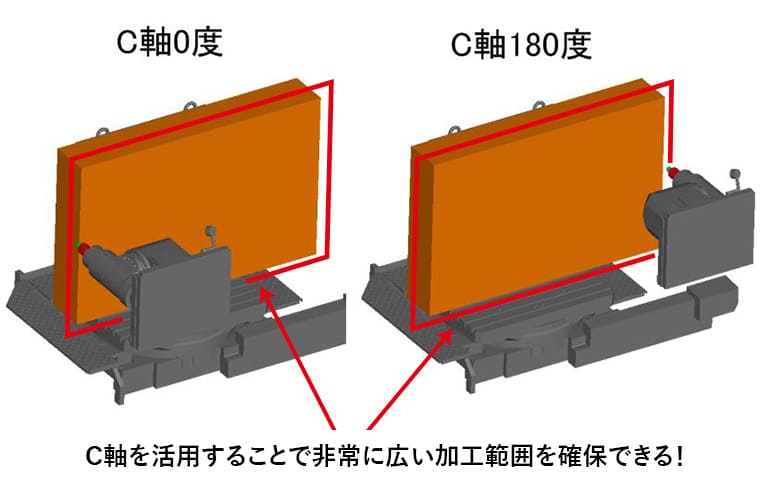
【メリット①】加工範囲の拡張
可動範囲はX:2000 Y:1300なのですが、これはC軸旋回中心の範囲です。先ほどもご説明をした様に、ヘッドの側面に主軸が付いています。
具体的には、C軸旋回中心から330離れた所に主軸があります。という事はX軸、Y軸の最大可動範囲からさらに330まで主軸が移動できることになります。つまり最大加工範囲は約X:2660 Y:1750となります。(C軸90度の場合、主軸とテーブルが干渉するギリギリまで加工可能)
このように使用することで、当社では大型金型も段取り替えをしなくても加工ができます。
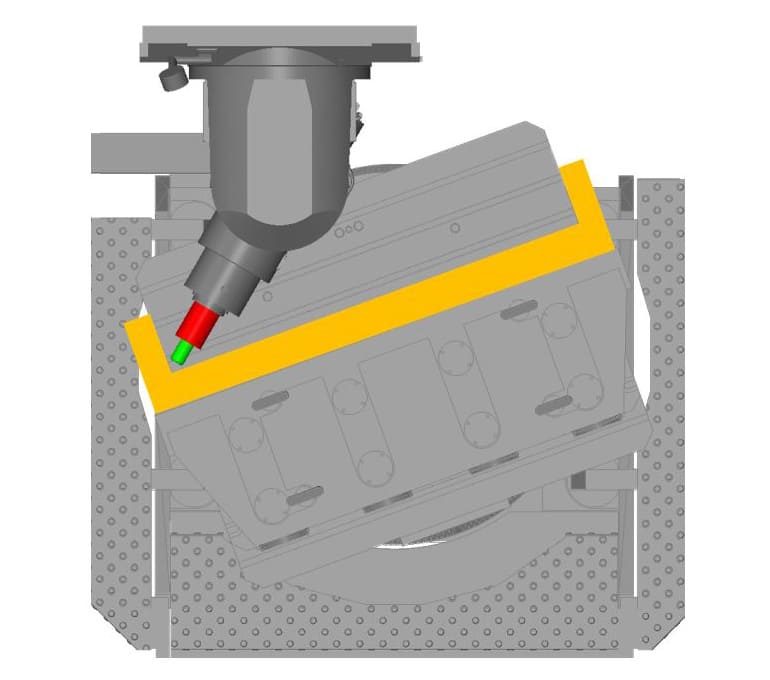
【メリット②】3軸の組み合わせで大型ワークも干渉なく加工
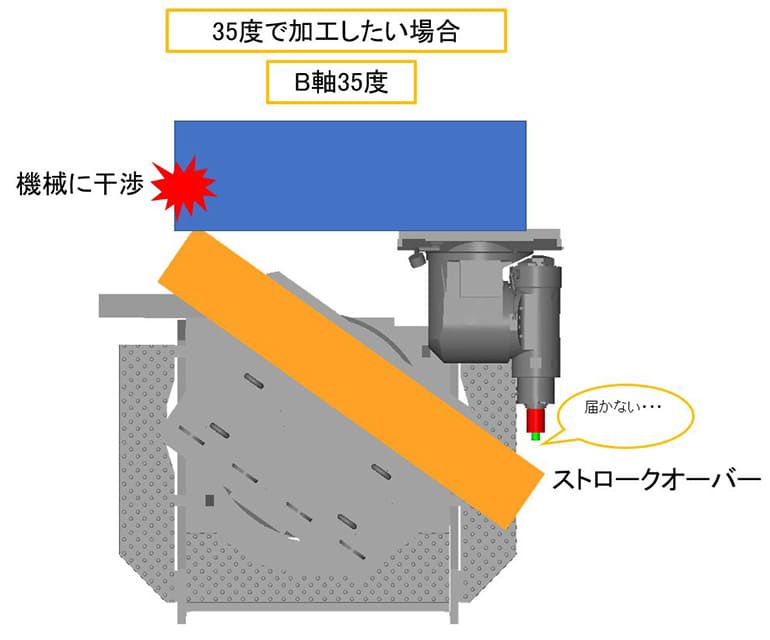
例えばB軸だけでX:1500以上のワークを、できるだけ傾けて加工をしたい場合、2つの問題が出てきます。
問題① ワークと加工機の干渉
問題② Z軸のストロークオーバー
B軸を傾けるという事はワークの端が片方は加工機に近づく方向になり、反対側は加工機から離れる方向になります。ですから
「本当は35度傾けたいけど加工機にぶつかるから25度しか無理だ」
とか
「工具が届かないから細長いホルダーに、ベビーチャックを付けて、突き出しも限界まで伸ばさないと無理だ」
といった状況になります。
そこでB軸5度+A-30度+C90度 または B軸5度+A30+C-90度に傾ける事で、上記のような問題が回避できます。さらにB軸も傾ける事で、実質50度まで傾けて加工する、という事が可能になります。
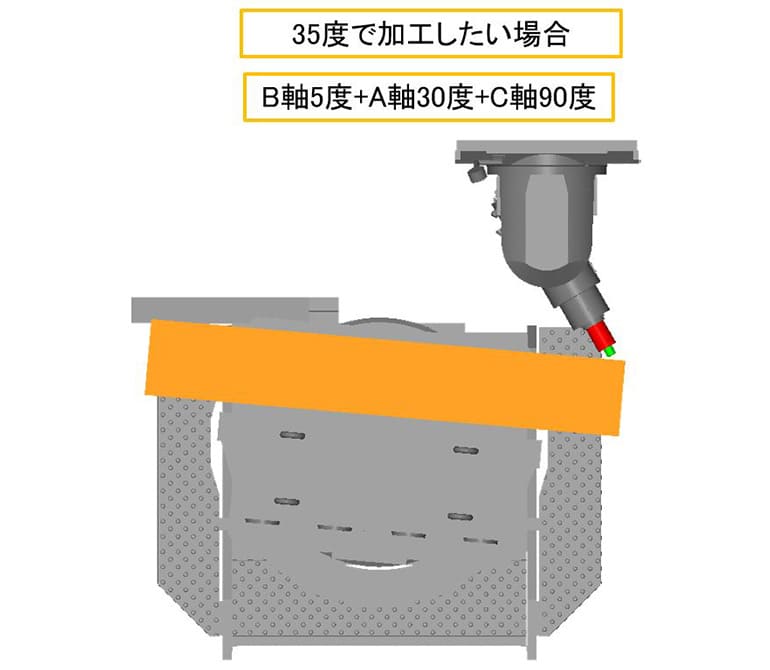
以上の特徴最大限に生かすことで、とても大きな『フロート』と『角フリューム』の金型加工を効率よく加工を行うことができるのです。
牧野フライス製作所『MCC-VG2013』を最大限に生かした加工事例
【加工例①】フロート(水の上に浮かべる大きな土台のような物)

↑用途としては水に浮かべ、太陽光パネルを乗せたりします。写真は『フロート架台』と呼ばれるものです。
ワークサイズ 1820×1680×140
通常の加工方法ではY軸が加工範囲を大きく外れています。この金型の加工では1つ目のメリットであるC軸を上側と下側に傾けて加工を行いました。
他の加工機ではY軸の加工範囲が最大で1500である為、半分加工してからワークを移動させて残りを加工するといった、段取り替えが必要になってきます。
機械加工において、途中で段取り替えを行うというのは大変なロスタイムになります。またすでに仕上がっている加工面に合わせるなど、調整も必要になってきます。MCC-VG2013の特徴を生かし、最小限の工程で加工を終える事ができた事例です。
【加工例②】角フリューム(プラスチック製のU字溝のような物)
ワークサイズ 2570×1340×440 (形状の深さ370)
当社における最大の大きさ、深さを持った金型です。通常の加工方法ではX軸、Y軸が加工範囲から外れてしまいます。またU字の通り垂直に近い角度で溝のようになっているため、工具の突き出し量を長く出さなければなりません。
この金型の加工では先ほどと同様にC軸を上下左右に傾けて加工します。さらにB軸を傾けるとワークが加工機に干渉してしまうので、側面の加工ではA軸、C軸を傾けて行います。

この金型でもMCC-VG2013の特徴を最大限に生かし、最小限の工程で加工を終える事ができた事例です。
倉敷機械株式会社『KRT-11WA』でも大型金型対応
大型ブロー成型金型に対応する加工機はMCC-VG2013だけではありません。次はKRT-11WAの紹介をします。
以前もお話ししたように。ブロー成型金型には短納期対応が求められます。確かにMCC-VG2013では最小限の工程で加工ができましたが、それを終えてから相手側の金型を加工しているほどの猶予はありません。(金型は常に2対1組で構成されるので)
同時進行させるためには、KRT-11WAで先ほどの角フリュームという大型ブロー成型金型を行います。
倉敷機械株式会社『KRT-11WA』の大型対応できる特徴

基本的な可動範囲は X:2000 Y:1500 Z:1450。角フリュームのワークサイズを下回ります。この場合は段取り替えを行って加工を行いました。
KRT-11WAの特徴は2つあります。
【特徴1】横型4軸加工機である事
B軸を搭載しており、B軸を傾ける事で多様な加工に対応できます。
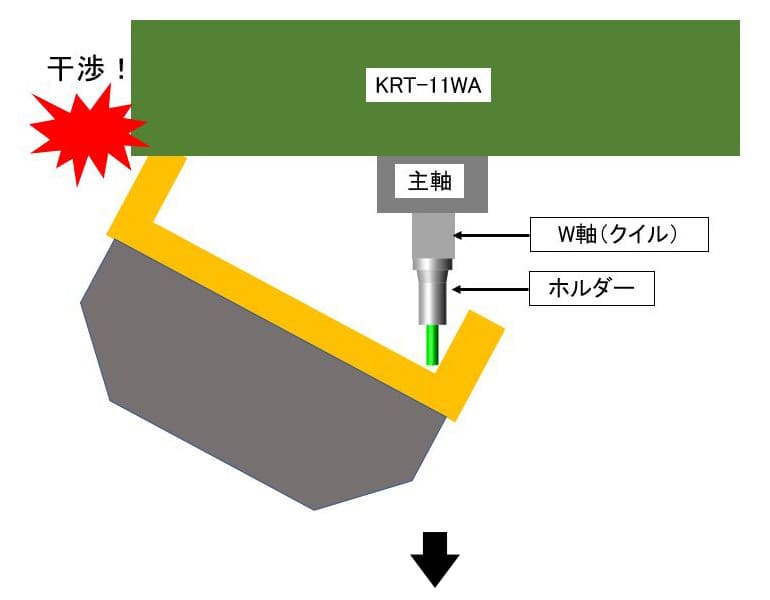
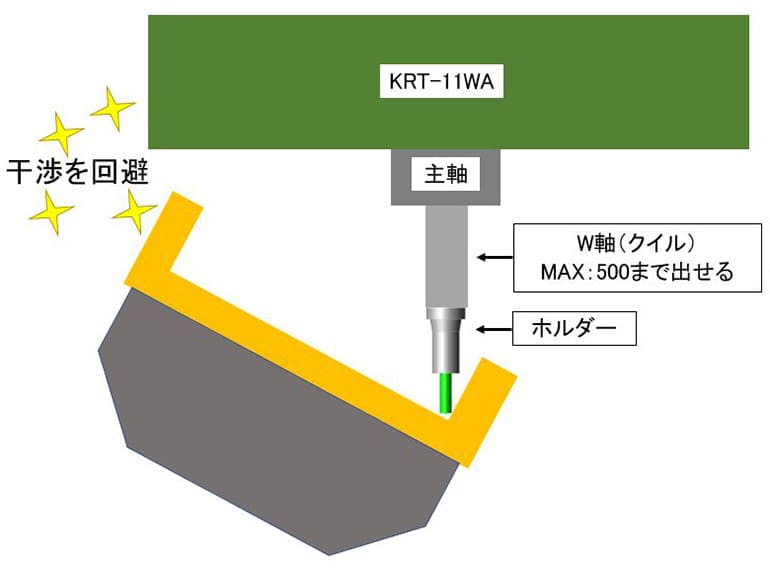
【特徴2】クイルと呼ばれるW軸がある事
W軸はZ軸と同じ方向に稼働します。門型加工機のW軸とは構造が異なり、主軸自体を伸ばす事が可能です。
角フリューム金型は両面ともほぼ同じ形状をしています。そのため同様に加工範囲の問題、形状深さの問題が出てきます。そこで先ほど紹介した2つの特徴が大きく生かされます。工具の突き出しを長くしないと加工ができない範囲はB軸を傾け、さらにクイルを伸ばすことで加工を完了させました。
金型業界における関東製作所 関工場の担う位置
これまでに特に金属加工について紹介をしてきました。まとめると関東製作所では
①ワークをクロカワで入荷
②面削
> 大型の『ブロー成形金型』製造の短納期・低コストを可能に! 自社工場内で『面削』できる強みを紹介
③ガンドリル加工
> ミロク機械社製ガンドリルを2機配備 『大型ブロー成形金型』の製造に最適化された環境
④NC加工
という流れが実現できます。
今までも上記の工程のみの受注も請け負っています。大型の金型を加工したい! ガンドリル加工とNC加工を低コストでできないかな?とお考えでしたらぜひお気軽にご連絡ください。